
Продукция
-
Другие




-

Заводская цена Высококачественная машина для нарезки резьбы на шурупах для гипсокартона с простым управлением и высокой эффективностью – FR6-80
-

Высокоскоростной прецизионный винтовой фрезерный станок ZX2.5-8 без заусенцев
-

Простая в эксплуатации тайваньская машина для холодной штамповки полутрубчатых заклепок для изготовления полых заклепок DW3-20
-

Промышленный самосверлящий винтовой станок для поставщиков скобяных изделий-CN14-125
-
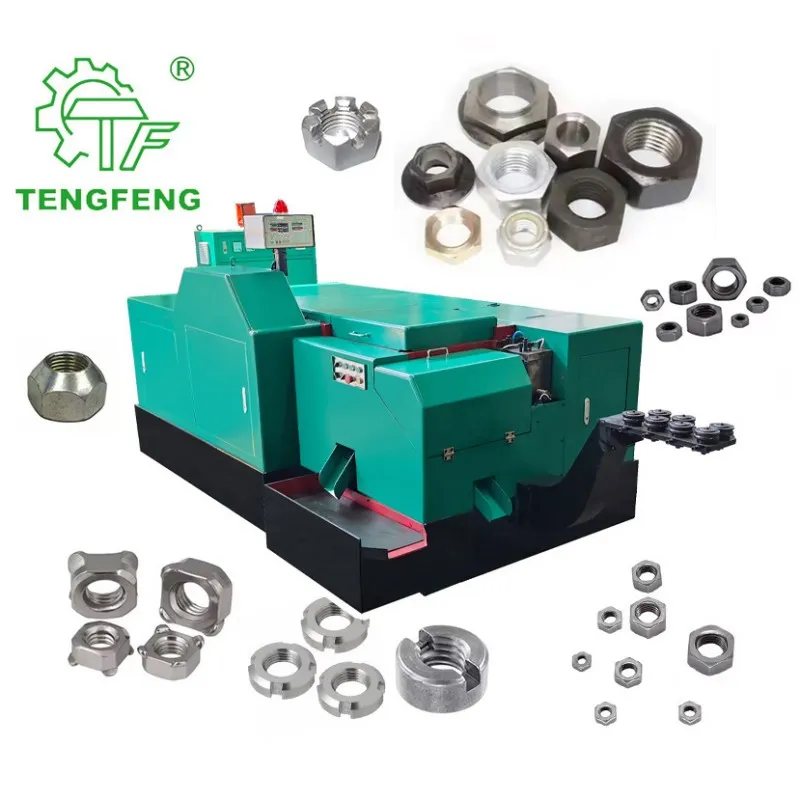
Нестандартный станок для изготовления гаек M8 M10 с шестью станциями для изготовления гаек 14B 17B на заводе в Китае-TNF17B6S
-
Резьбонакатный станок с накатными плашками
-

Тайваньская высокоэффективная шестипозиционная машина для производства металлических гаек TNF8B6S
-

Высококачественная тайваньская машина для холодной штамповки полутрубчатых заклепок для изготовления полых заклепок – DW8-120
-

Полутрубчатая заклепочная машина для изготовления полых заклепок – DW5-60
-

Одноосный автоматический станок для нарезания косой горизонтальной нарезки резьбы (проволоки)
-

Китайский ведущий поставщик M3 M4 M5 M6 многопозиционная машина для формовки гаек 6-позиционная машина для холодной штамповки – TNF11B6S
-
Автоматическая машина для изготовления глухих заклепок Pop с холодной высадкой, машина для изготовления винтов DL4-20A
-

Высокоточный винтовой фрезерный станок без заусенцев для чистой и точной обработки резьбы ZX1.2-4
-

Простые в эксплуатации высокоэффективные резьбонакатные станки Станок для нарезания резьбы на болтах — R4-40
-

Наклонный 92-сервисный полностью автоматический резьбонарезной станок BH6516
-

Заводская цена Резьбонакатная машина с редуктором для изготовления винтов из нержавеющей стали для гипсокартона Винторезная машина R3-20Z






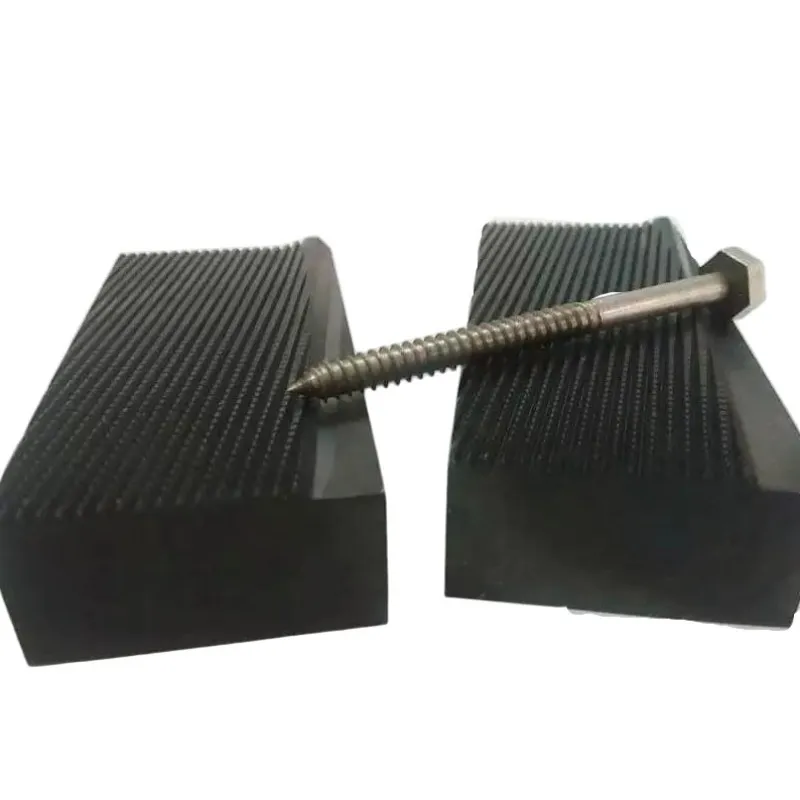
Высокоскоростной полностью автоматический резьбонакатный станок с бункером для резьбонакатки больших объемов R3-20T
Машина для резьбонакатный станок барабанного типа – это автоматизированное оборудование, используемое для крупномасштабных операций по натиранию проволоки мелкими винтами. В ней используется барабанный механизм подачи, который не требует ручного вмешательства для подачи, и вся машина обладает высокой стабильностью. Это идеальная модель для массового производства стандартных деталей.
Описание
маркер
Промышленное оборудование для резьбонакатная машина|Стабильность, скорость, точность
Машина для резьбонакатный станок барабанного типа - это автоматизированное оборудование, используемое для крупномасштабных операций по натиранию проволоки мелкими винтами. В ней используется барабанный механизм подачи, который не требует ручного вмешательства для подачи, и вся машина обладает высокой стабильностью. Это идеальная модель для массового производства стандартных деталей.
Технические характеристики продукта:

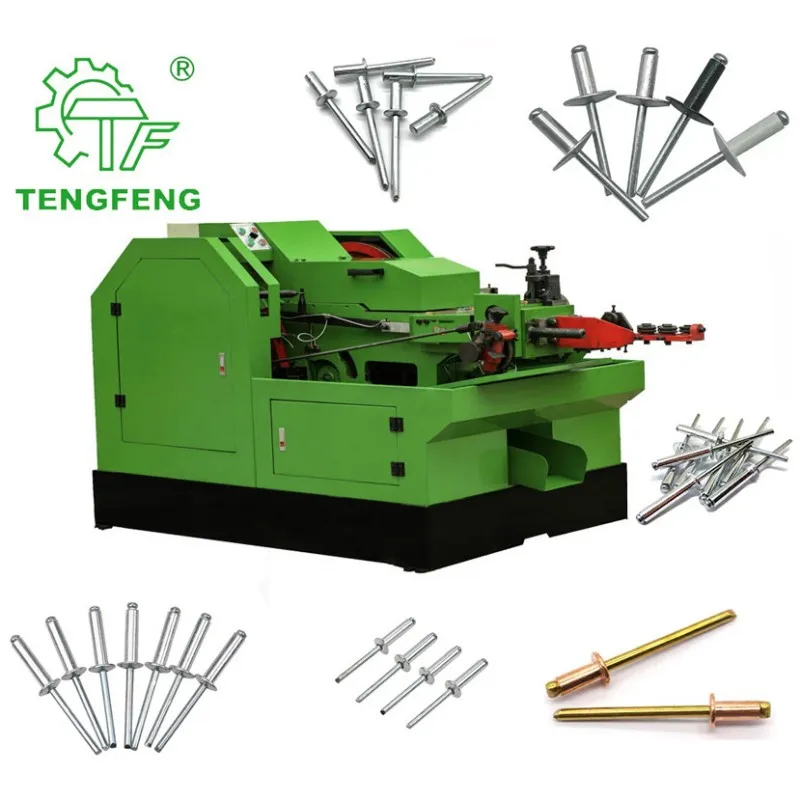
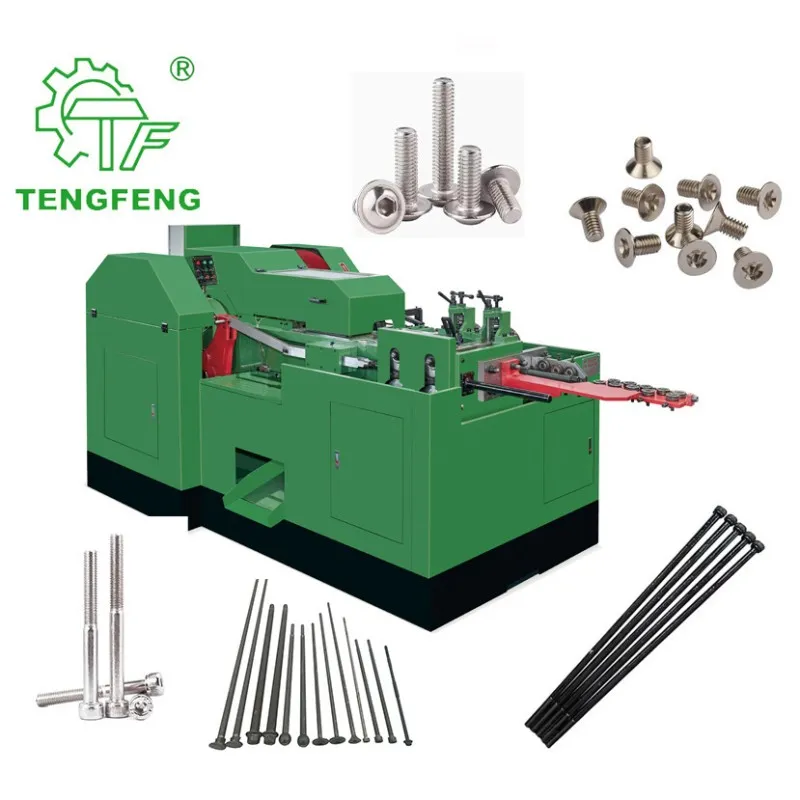
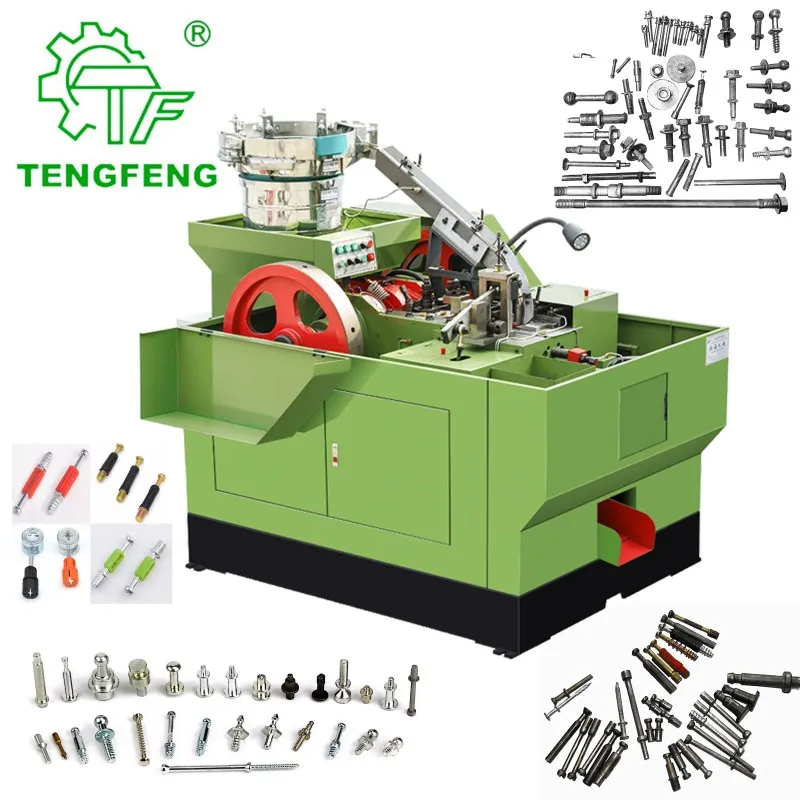
Данное оборудование представляет собой полностью автоматическую резьбонакатная машина которая подходит для холодной обработки наружной резьбы различных винтов и болтов. Машина изготовлена из высокопрочных материалов, имеет компактную конструкцию, стабильные характеристики, отличается высокой эффективностью, точностью и адаптивностью. Оборудование поддерживает многомерную точную регулировку, что обеспечивает согласованность действий в процессе обработки, точность положения штампа, эффективно повышает однородность готовой продукции и производительность.
【Инструкции по регулировке хода и движения】
Чтобы обеспечить плавную связь всех механических движений и точное совмещение с пресс-формой, перед началом производства необходимо выполнить следующие шаги по регулировке хода и движения:
Регулировка положения ползуна вперед-назад
Ослабьте стопорную гайку, с помощью гаечного ключа поверните болт с двумя головками, чтобы выполнить точную регулировку положения ползуна и подвижной резьбовой пластины на нем вперед-назад.
После достижения желаемого положения затяните гайку, чтобы зафиксировать ползун и обеспечить его стабильную работу.
Регулировка зазора скользуна влево-вправо
Ослабьте четыре крепежных болта, затяните или ослабьте три болта с внутренним шестигранником, чтобы переместить прижимную пластину влево-вправо.
Эта регулировка используется для контроля зазора скользуна влево-вправо, чтобы обеспечить его стабильную работу без колебаний и помех.
После завершения регулировки обязательно затяните четыре болта, чтобы обеспечить стабильность конструкции.
Регулировка времени действия (последовательность выталкивания штифтов)
Ослабьте болты с помощью шестигранного ключа, а затем поверните кулачок по часовой стрелке.
Можно регулировать скорость действия устройства выталкивания штифтов (в основном ножа выталкивания штифтов).
Эта операция позволяет скоординировать такие действия, как опускание штифтов, выталкивание штифтов и закручивание резьбы, для достижения точной синхронизации.
【Инструкция по регулировке колеса для забивки гвоздей】
Для адаптации к заготовкам гвоздей разной длины или высоты головки положение опорного блока колеса для забивки гвоздей можно регулировать вверх и вниз:
Ослабьте два болта на опорном блоке колеса для забивки гвоздей;
Отрегулируйте высоту колеса для забивки гвоздей в соответствии с размером головки гвоздя;
После завершения регулировки обязательно затяните болты, чтобы предотвратить смещение колеса для забивки гвоздей во время работы.
【Преимущества продукта】
Многоступенчатая система точной регулировки, подходящая для производства винтов разных размеров;
Контролируемое время синхронизации движений, что снижает количество замятий и брака;
Высокопрочная конструкция, стабильная работа в течение длительного времени;
Простота обслуживания, настройки и освоения, повышение производительности.
связаться с нами
Сопутствующие популярные продукты
Высокоточный винтовой фрезерный станок без заусенцев для чистой и точной обработки резьбы ZX1.2-4
Двухножевая конструкция фрезерования обеспечивает одновременную резку с левой и правой стороны, полностью устраняя проблему образования заусенцев, вызванную эксцентриситетом или одним ножом в традиционных процессах, без необходимости дополнительного удаления заусенцев, что значительно повышает эффективность и качество внешнего вида продукции.
Промышленный самосверлящий винтовой станок для поставщиков скобяных изделий-CN14-125
Станок для производства саморезов станок для холодной штамповки| Эффективная штамповка, точная п...
Простая в эксплуатации тайваньская машина для холодной штамповки полутрубчатых заклепок для изготовления полых заклепок DW3-20
Данная модель 3-сантиметрового станка для обработки торцевых отверстий специально разработана для производства малых и средних полых и трубчатых заклепок. Максимальный диаметр обработки составляет 20 мм, что особенно подходит для производства легких клепаных деталей, таких как мебельная фурнитура, осветительные элементы и электронные компоненты.

Высокоскоростная и полностью автоматическая машина для изготовления мелких винтовых болтов с холодной штамповкой D5-60
Эта Машина для формовки винтов с максимальным диаметром 7 см специально разработана для производства прецизионных мелких крепежных деталей и широко используется в таких областях, как электроника, мебельные аксессуары и бытовая фурнитура. Оборудование имеет компактную конструкцию, занимает мало места, но обладает полным набором функций, что делает его особенно подходящим для отраслей, в которых предъявляются высокие требования к размерам и внешнему виду винтов.

Высокоэффективная машина для производства шурупов для гипсокартона с холодной штамповкой D6-90
Эта машина для формовки винтов с максимальным диаметром 9 см специально разработана для изготовления прецизионных мелких крепежных деталей и широко используется в таких областях, как электроника, мебельные аксессуары и бытовая фурнитура. Оборудование имеет компактную конструкцию, занимает мало места, но обладает полным набором функций, что делает его особенно подходящим для отраслей, предъявляющих высокие требования к размерам и внешнему виду винтов.
Универсальная высокоэффективная машина для производства винтов для индивидуальных решений в области крепежных изделий D8-150
Эта машина для формовки винтов с максимальным диаметром 11 см специально разработана для изготовления прецизионных мелких крепежных деталей и широко используется в таких областях, как электроника, мебельные аксессуары и бытовая фурнитура. Оборудование имеет компактную конструкцию, занимает мало места, но обладает полным набором функций, что делает его особенно подходящим для отраслей, предъявляющих высокие требования к размерам и внешнему виду винтов.

Многопозиционный формовщик болтов автоматической машины холодной высадки-103S
Диаметром 10 см трехматричный трехударный холодновысадочный станок предназначен для изготовления крепежных деталей сверхбольших размеров и является предпочтительным оборудованием для производства крепежных деталей для ключевых национальных проектов, таких как платформы для бурения нефтяных скважин, фундаменты плотин и проекты в области атомной энергетики.Машина обладает сверхвысоким крутящим моментом, стабильной разгрузкой и долговечной системой формования, что является важным оборудованием для крупных предприятий.
Заводская цена Высококачественная машина для нарезки резьбы на шурупах для гипсокартона с простым управлением и высокой эффективностью – FR6-80
Автоматический резьбонакатной станок с отрезкой объединяет два ключевых процесса нарезки и накатки резьбы в один, с высокой степенью интеграции и высокой эффективностью, который является представителем оборудования «беспилотного и интеллектуального» в современной крепежной промышленности.Особенно подходит для сценариев быстрой доставки заказов.
Наклонный 92-сервисный полностью автоматический резьбонарезной станок BH6516
Полностью автоматический резьбонарезной станок Тэнфэн – это высокоинтеллектуальное многофункциональное оборудование для обработки резьбы, разработанное под заказ. Станок оснащен системой управления ПЛК и цветным сенсорным экраном на китайском языке, интегрирующим множество интеллектуальных функций обнаружения, что обеспечивает полную автоматизацию, высокую точность и низкое энергопотребление, предоставляя предприятиям высокоэффективные, экономичные и простые в эксплуатации решения для резьбонарезки.

Новый тип высокоскоростной машины для холодной ковки с полным закрытием, производительностью 180-200 шт./мин, с одним штампом и двумя пуансонами, для изготовления винтов и болтов D3-20
Эта машина для производства винтов с максимальным диаметром 4 см специально разработана для производства прецизионных мелких крепежных деталей и широко используется в таких областях, как электроника, мебельные аксессуары и бытовая фурнитура. Оборудование имеет компактную конструкцию, занимает мало места, но обладает полным набором функций, что делает его особенно подходящим для отраслей, в которых предъявляются высокие требования к размерам и внешнему виду винтов.
Резьбонакатный станок с накатными плашками
Мы специализируемся на разработке и производстве пресс-форм для винтов, гаек и серийных пресс-форм из вольфрамовой стали, используя передовое оборудование с ЧПУ и отлаженный технологический процесс, чтобы гарантировать следующие характеристики пресс-форм: Высокая точность размеров Отличный контроль геометрических допусков Обработка поверхности достигает передового в отрасли уровня Каждая пресс-форма проходит несколько строгих стадий контроля качества для удовлетворения требований к формованию крепежных деталей среднего и высокого класса.

Новая модель CR5-55T Проста в эксплуатации и обладает высокой скоростью нарезания резьбы на болтах
Внутри редукторного pезьбонакатный станок используется полностью закрытая редукторная передача, которая эффективно предотвращает попадание пыли и металлической стружки и подходит для высокопрочных и высокоточных резьбовых соединений. Данная модель поддерживает непрерывную работу с винтами размером до M5, обеспечивая высокую производительность и стабильность.
Машина для изготовления винтов с супердлинными каретными болтами Машина Рехадера-DH6-8-120
6-миллиметровый двухударный головкозагибочный станок для вторичной формовки — это специализированное оборудование средней категории для обработки головок винтов. Он поддерживает формовку винтов максимальным диаметром до 8 мм и идеально подходит для нужд таких отраслей, как мебельная фурнитура, комплектующие для светильников и металлическая декоративная арматура.
Высокоскоростной прецизионный винтовой фрезерный станок ZX2.5-8 без заусенцев
Это высокопроизводительный, полностью автоматический долбёжный станок без заусенцев, специально разработанный для винтов, микровинтов и винтов специальной формы. Он поддерживает долбление с помощью двух ножей, что гарантирует отсутствие заусенцев и кромок, а также точность формы паза. Он широко используется для высокоточных процессов долбления винтов в стандартных и нестандартных деталях.

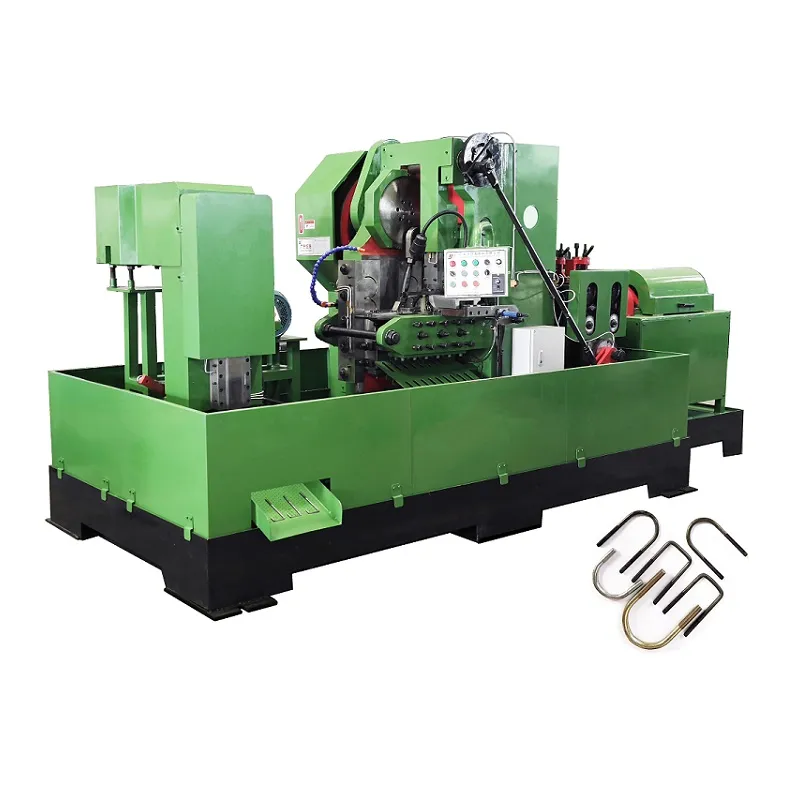
Автоматический станок для изготовления U-образных болтов с одной операцией и коробкой передач От резки проволоки до накатывания резьбы и формовки M6-200
Станок для производства U-образных болтов оснащен специальной системой пресс-форм, которая может обеспечить комплексное и автоматическое завершение нескольких процессов, таких как отрезание сырья, прокатка зубьев и формовка. Он подходит для производства и обработки U-образных болтов, J-образных болтов, болтов с крюками и т.д. Угол формовки является последовательным, а размер продукта точным с небольшой погрешностью.

Высокоскоростная и прецизионная самосверлящая машина для изготовления ковки с хвостовым концом для сверления винтовых наконечников-CN14-127
Эта модель станка для производства 127-миллиметровых сверленых винтов подходит для производства длинных винтов с особыми требованиями, поддерживает максимальную длину формирования 127 мм, оптимизирует процесс обработки, объединяет функции автоматической подачи, резки, формирования и сверления и формирования хвоста в одном корпусе, и широко используется при установке крупных стальных конструкций и наружных сооружений.
-


-


-
Пожалуйста, оставьте нам сообщение






