
Полузакрытый ковочный автомат: надёжность и скорость в производстве
2026-04-01
- Введение: Эволюция кузнечного дела в эпоху индустрии 4.0
- Физические основы и классификация методов объемной штамповки
- Конструктивные особенности полузакрытого ковочного автомата
- Технологические преимущества и экономическая эффективность
- Области применения и типы производимых изделий
- Вызовы эксплуатации и пути их преодоления
- Будущее технологии: Цифровизация и новые материалы
- Заключение: Стратегический выбор для современного производства
Введение: Эволюция кузнечного дела в эпоху индустрии 4.0
Современное машиностроение переживает период фундаментальной трансформации, где традиционные методы обработки металлов давлением уступают место высокотехнологичным автоматизированным решениям. В центре этой эволюции находится оборудование, способное сочетать в себе вековые принципы кузнечного ремесла с передовой робототехникой и системами цифрового управления. Среди всего спектра технологических решений особое место занимает полузакрытый ковочный автомат. Это не просто станок, а сложный производственный комплекс, который стал золотым стандартом для серийного выпуска ответственных деталей в автомобильной, авиационной и энергетической отраслях.
Актуальность внедрения такого оборудования обусловлена растущими требованиями рынка к качеству продукции, скорости производственных циклов и экономической эффективности. В условиях глобальной конкуренции производители вынуждены искать баланс между высокой производительностью и минимизацией брака. Именно здесь полузакрытая схема ковки демонстрирует свои неоспоримые преимущества, предлагая уникальное сочетание защиты процесса от внешних воздействий и гибкости настройки под различные типы заготовок.
Данная статья представляет собой глубокий анализ технологии, конструкции и эксплуатационных характеристик полузакрытых ковочных автоматов. Мы рассмотрим физические основы процесса, конструктивные особенности машин, преимущества перед полностью открытыми и закрытыми аналогами, а также перспективы развития этого направления в контексте цифровой индустриализации. Понимание принципов работы этого оборудования критически важно для главных инженеров, технологов и руководителей производств, стремящихся оптимизировать свои технологические цепочки.
Физические основы и классификация методов объемной штамповки
Чтобы понять ценность, которую несет в себе полузакрытый ковочный автомат, необходимо сначала обратиться к фундаментальным принципам объемной штамповки. Этот процесс пластического деформирования металла заключается в изменении формы и размеров заготовки под воздействием внешних сил без нарушения ее сплошности. Ключевым фактором успеха является создание напряженного состояния в материале, которое позволяет металлу течь в нужном направлении, заполняя ручьи штампа.
В зависимости от степени ограничения потока металла различают три основных типа штамповки: открытую, закрытую и полузакрытую. Открытая штамповка характеризуется наличием облоя — лишнего металла, который выдавливается в специальную канавку по периметру штампа. Хотя этот метод прощает ошибки в дозировке заготовки по объему, он ведет к значительным потерям материала и требует последующей операции обрезки облоя, что увеличивает себестоимость и длительность цикла.
Закрытая штамповка, напротив, полностью исключает образование облоя. Металл деформируется в полностью замкнутом пространстве матрицы и пуансона. Это обеспечивает максимальную экономию материала и улучшенные механические свойства изделия за счет сохранения волокнистой структуры металла. Однако данный метод предъявляет экстремально высокие требования к точности массы заготовки. Даже минимальное отклонение в объеме может привести либо к недопрессовке детали, либо к разрушению штампа из-за чрезмерного давления.
Здесь на сцену выходит компромиссное, но технически совершенное решение — полузакрытая штамповка. В этом случае поток металла ограничен частично, обычно в одном направлении или через специально предусмотренные калибрующие зоны. Полузакрытый ковочный автомат реализует именно эту схему, позволяя компенсировать небольшие колебания объема заготовки без образования массивного облоя, характерного для открытой схемы, и без рисков, присущих полностью закрытой схеме. Металл течет преимущественно в направлении формирования основной геометрии детали, а избыточный объем распределяется в тонкие буртики или специальные компенсационные полости, которые часто являются частью готового изделия или легко удаляются.
Физика процесса в полузакрытом автомате основана на управлении гидростатическим давлением внутри деформируемой заготовки. Ограничение свободного растекания металла создает повышенное трехосное сжатие, что повышает пластичность даже труднодеформируемых сплавов. Это позволяет получать сложные геометрические формы с высокими ребрами и тонкими стенками, которые невозможно изготовить другими методами без дефектов.
Конструктивные особенности полузакрытого ковочного автомата
Конструкция современного полузакрытого ковочного автомата представляет собой вершину инженерной мысли в области тяжелого машиностроения. Это не просто пресс с молотом, а интегрированная система, включающая силовой привод, механизм подачи, систему нагрева, инструментальную оснастку и блок управления. Каждый элемент спроектирован с учетом специфических нагрузок и требований к точности, возникающих при реализации полузакрытой схемы деформации.
Сердцем машины является силовой привод. В современных моделях все чаще используются электромеханические приводы с серводвигателями или высокоскоростные гидравлические системы. Они обеспечивают необходимую энергию удара или давления, а главное — позволяют точно контролировать скорость движения ползуна и силу воздействия на разных этапах хода. Для полузакрытой ковки критически важна возможность создания высокого усилия в конце хода, когда металл полностью заполняет ручьи штампа и начинает оказывать максимальное сопротивление.
Механизм подачи заготовок в полузакрытый ковочный автомат играет роль дирижера всего оркестра производства. Он должен с высочайшей точностью позиционировать нагретую заготовку в матрицу за доли секунды. Обычно используются манипуляторы шагового типа или револьверные головки, которые синхронизированы с циклом работы главного привода. Погрешность позиционирования измеряется десятыми долями миллиметра, так как любое смещение может привести к неравномерному износу штампа или браку детали. Система подачи часто оснащена датчиками контроля наличия заготовки и ее температуры, что предотвращает холостые ходы и поломки инструмента.
Оснастка — матрицы и пуансоны — изготавливается из специальных жаропрочных сталей с повышенной вязкостью и износостойкостью. В полузакрытой схеме геометрия рабочей поверхности имеет свои особенности. Здесь предусмотрены элементы, ограничивающие растекание металла, но не создающие глухого запирания. Конструкция штампов часто включает системы охлаждения и смазки, встроенные непосредственно в тело инструмента. Это позволяет поддерживать оптимальный температурный режим работы штампа, предотвращая его перегрев и разупрочнение в процессе интенсивной эксплуатации.
Важнейшим элементом конструкции является система безопасности и ограждения. Термин «полузакрытый» относится к схеме деформации, но сам автомат часто имеет защитные кожухи, закрывающие зону работы механизмов от оператора, оставляя доступ только для обслуживания и смены инструмента. Внутри рабочей камеры создается среда, минимизирующая окисление металла и защищающая механизмы от окалины и грязи. Современные модели оснащаются системами автоматической смазки штампов, которые наносят графитовые или полимерные составы точными дозами перед каждым ударом, обеспечивая легкое извлечение детали и продлевая жизнь инструмента.
Управление всем этим сложным хозяйством осуществляет промышленный контроллер (PLC) с человеко-машинным интерфейсом (HMI). Оператор задает параметры процесса: температуру нагрева, скорость хода, усилие, количество ударов. Система в реальном времени мониторит тысячи параметров, корректируя работу привода для компенсации изменений свойств металла или износа инструмента. Именно уровень автоматизации делает полузакрытый ковочный автомат настолько эффективным, позволяя работать в режиме 24/7 с минимальным вмешательством человека.
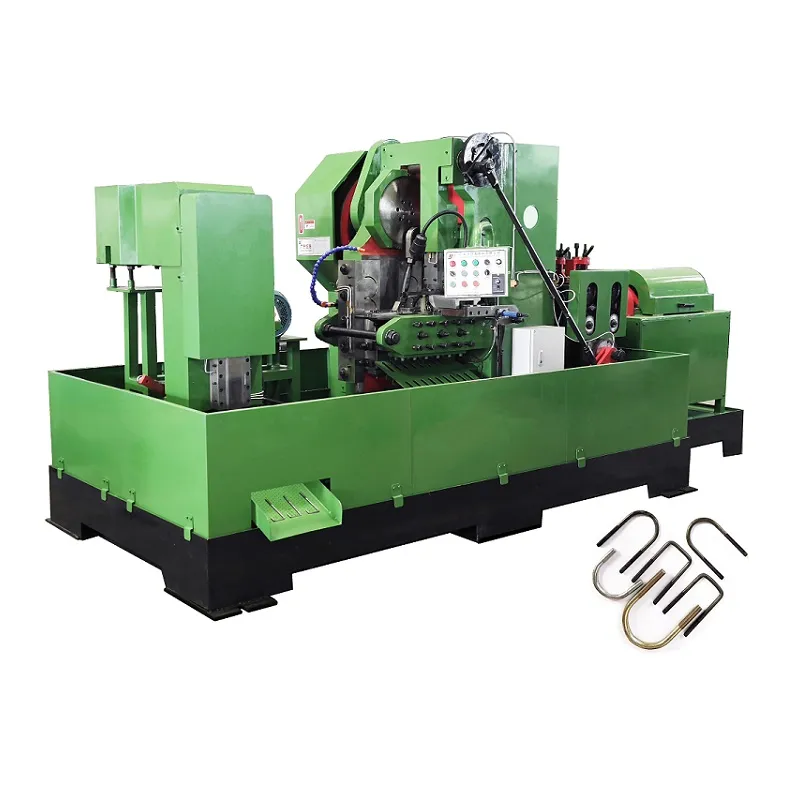
Ярким примером реализации этих передовых принципов служит продукция компании ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная организация специализируется на разработке и производстве скоростных прецизионных формовочных устройств, идеально соответствующих требованиям современной индустрии. Линейка оборудования «Тэнфэн» охватывает широкий спектр решений: от автоматов для формирования болтов, гаек и головок шурупов до сложных установок для полупустых заклепок и нестандартных деталей особой формы. Особое внимание компания уделяет созданию многопозиционных холодновысадочных машин, включая двухударные и многоударные модели, а также специализированные агрегаты для U-образных болтов. Благодаря интеллектуальному управлению и возможности персонализации под задачи клиента, оборудование «Хубэй Тэнфэн» обеспечивает полный цикл производства крепежных изделий — от проволоки до готовой детали, гарантируя высокую стабильность и эффективность в автомобильной, металлургической и электронной отраслях.
Технологические преимущества и экономическая эффективность
Внедрение полузакрытого ковочного автомата в производственную линию приносит ряд существенных преимуществ, которые напрямую влияют на конкурентоспособность предприятия. Главным из них является оптимальное использование материала. По сравнению с открытой ковкой, где потери на облой могут достигать 20-30%, полузакрытая схема снижает эти потери до 3-5%. В масштабах крупносерийного производства, например, при изготовлении шатунов двигателей или элементов трансмиссии, экономия металла исчисляется тысячами тонн в год, что дает колоссальный финансовый эффект.
Вторым ключевым преимуществом является повышение механических свойств готовых изделий. Благодаря созданию благоприятного напряженного состояния в процессе деформации, металл приобретает мелкозернистую структуру с ориентированными волокнами, повторяющими контур детали. Это значительно увеличивает усталостную прочность, ударную вязкость и сопротивление динамическим нагрузкам. Детали, произведенные на полузакрытом ковочном автомате, служат дольше и выдерживают более экстремальные условия эксплуатации, что критически важно для авиации и автомобилестроения.
Скорость производства — еще один фактор, где данная технология не имеет равных. Автоматизация всех этапов, от подачи заготовки до выбивки готовой детали, позволяет достигать производительности в сотни и даже тысячи деталей в час. Цикл ковки одной детали может занимать всего несколько секунд. Высокая скорость возможна благодаря отсутствию необходимости в промежуточных операциях, таких как кантовка заготовки вручную или частая замена инструмента. Стабильность процесса гарантирует, что каждая следующая деталь будет идентична предыдущей с микронной точностью.
Экономическая эффективность складывается не только из экономии сырья и высокой производительности, но и из снижения затрат на последующую механическую обработку. Детали, выходящие из полузакрытого ковочного автомата, имеют высокую чистоту поверхности и точность размеров, близкую к конечным требованиям. Это позволяет сократить объем токарных, фрезерных и шлифовальных работ, уменьшая нагрузку на парк металлообрабатывающих станков и расход режущего инструмента. В некоторых случаях возможно получение деталей по технологии «near net shape» (почти готовая форма), когда механическая обработка требуется лишь для отдельных сопрягаемых поверхностей.
Кроме того, следует отметить энергоэффективность современных автоматов. Рекуперация энергии в электрических приводах, оптимизированные циклы нагрева индукционными печами и снижение потерь тепла благодаря быстродействию процесса ведут к уменьшению удельного расхода энергии на единицу продукции. В условиях роста тарифов на энергоносители этот фактор становится все более значимым для калькуляции себестоимости.
Гибкость производства также заслуживает внимания. Несмотря на высокую специализацию, современные полузакрытые ковочные автоматы позволяют относительно быстро перенастраиваться на выпуск новых типов деталей. Модульная конструкция штампов и программируемые логики работы облегчают переход с одной номенклатуры на другую, что позволяет предприятиям эффективно реагировать на изменения рыночного спроса и работать с меньшими партиями без потери рентабельности.
Области применения и типы производимых изделий
Универсальность и надежность, которыми обладает полузакрытый ковочный автомат, определили широкий спектр его применения в различных отраслях промышленности. Без преувеличения можно сказать, что большинство критически важных металлических компонентов в современных машинах и механизмах проходят через горнило таких установок.
Автомобильная промышленность является крупнейшим потребителем продукции полузакрытой ковки. Здесь производятся шатуны, коленчатые валы, рычаги подвески, элементы рулевого управления, зубчатые колеса коробок передач и дифференциалов. Требования автомобильной отрасли к массовости и надежности идеально совпадают с возможностями данного оборудования. Способность формировать сложные пространственные формы за один или несколько переходов позволяет создавать легкие и прочные узлы, способствующие снижению общего веса автомобиля и, как следствие, расхода топлива.
В аэрокосмической отрасли, где требования к качеству металла предельно жестки, полузакрытый ковочный автомат используется для изготовления лопаток турбин, дисков компрессоров, элементов крепежа и силовых узлов планера. Работа с жаропрочными никелевыми и титановыми сплавами требует особого подхода к контролю температуры и скорости деформации, что успешно реализуется в современных автоматизированных комплексах. Отсутствие внутренних дефектов и высокая однородность структуры металла, достигаемые при полузакрытой ковке, являются гарантом безопасности полетов.
Энергетическое машиностроение также активно использует эту технологию. Производство клапанов для нефтегазовой отрасли, фитингов для трубопроводов высокого давления, элементов турбин для тепловых и атомных электростанций — все это сферы применения полузакрытой ковки. Детали, работающие под высоким давлением и при экстремальными температурами, должны обладать исключительной герметичностью и прочностью, что обеспечивается монолитностью поковок, полученных данным методом.
Инструментальная промышленность и производство сельскохозяйственной техники не остаются в стороне. Молотки, зубила, лемехи плугов, звенья гусеничных цепей — изделия, подвергающиеся интенсивному абразивному износу и ударным нагрузкам, также часто изготавливаются на полузакрытых автоматах. Долговечность таких инструментов напрямую влияет на эффективность труда в строительстве и сельском хозяйстве.
Отдельно стоит упомянуть производство метизов специального назначения. Болты и гайки высокопрочных классов, используемые в мостостроении и тяжелом машиностроении, часто формируются методом холодной или теплой полузакрытой высадки на автоматах аналогичного принципа действия. Это позволяет получать резьбовые соединения, превосходящие по прочности аналоги, изготовленные методом нарезки резьбы, так как волокна металла не перерезаются, а огибают профиль резьбы.
Разнообразие производимых изделий постоянно растет благодаря развитию материаловедения и совершенствованию конструкций штампов. Появление новых сплавов с улучшенными характеристиками расширяет горизонты применения полузакрытого ковочного автомата, открывая возможности для создания ранее недоступных конструктивных решений.
Вызовы эксплуатации и пути их преодоления
Несмотря на очевидные преимущества, эксплуатация полузакрытого ковочного автомата сопряжена с рядом технических и организационных вызовов. Понимание этих сложностей и наличие стратегий их преодоления является залогом успешной и бесперебойной работы предприятия.
Одной из главных проблем является высокий износ штамповой оснастки. Работа в условиях высоких температур, давлений и агрессивных сред приводит к быстрому разрушению рабочих поверхностей матриц и пуансонов. Появление трещин, выкрашивание материала, термическая усталость — все это сокращает стойкость инструмента. Для борьбы с этим применяются передовые методы поверхностного упрочнения, такие как азотирование, нанесение многослойных износостойких покрытий (PVD, CVD), а также использование композитных материалов для вставок штампов. Регулярный мониторинг состояния инструмента с помощью систем технического зрения позволяет прогнозировать остаточный ресурс и планировать замену до момента возникновения брака.
Требования к качеству исходного материала также крайне высоки. Нестабильность химического состава, наличие неметаллических включений или неоднородность структуры заготовки могут привести к непредсказуемому поведению металла в процессе деформации и, как следствие, к браку или поломке штампа. Внедрение входного контроля с использованием спектроскопии и ультразвуковой дефектоскопии становится обязательным этапом технологической цепочки. Кроме того, точность резки заготовок по массе должна быть обеспечена на уровне ±1%, что требует использования высокоточных ленточнопильных станков или пресс-ножниц с системами взвешивания.
Температурный режим процесса является еще одним критическим фактором. Перегрев заготовки ведет к росту зерна и ухудшению механических свойств, а недогрев — к повышению сопротивления деформации и риску разрушения инструмента. Интеграция индукционных нагревателей с системой обратной связи, контролирующей температуру заготовки непосредственно перед подачей в штамп, позволяет минимизировать эти риски. Использование пирометров и тепловизоров в составе полузакрытого ковочного автомата обеспечивает постоянный мониторинг теплового состояния процесса.
Кадровый вопрос также остается актуальным. Обслуживание столь сложного оборудования требует квалифицированного персонала, обладающего знаниями в области металлургии, механики, электроники и программирования. Дефицит таких специалистов компенсируется развитием систем диагностики и удаленного сервиса. Производители оборудования предлагают обучающие программы и симуляторы, позволяющие операторам отрабатывать навыки настройки и устранения неисправностей в виртуальной среде.
Наконец, экологические аспекты производства становятся все более значимыми. Шум, вибрация, выбросы масел и смазок требуют установки эффективных систем фильтрации, шумопоглощения и рециркуляции технологических жидкостей. Современные полузакрытые ковочные автоматы проектируются с учетом самых строгих экологических норм, включая использование биоразлагаемых смазок и замкнутых циклов охлаждения.
Будущее технологии: Цифровизация и новые материалы
Будущее полузакрытого ковочного автомата неразрывно связано с общей тенденцией цифровизации промышленности, известной как Индустрия 4.0. Оборудование следующего поколения превращается из изолированного станка в интеллектуальный узел единой производственной сети. Внедрение технологий Интернета вещей (IoT) позволяет собирать и анализировать огромные массивы данных о каждом цикле ковки. Алгоритмы искусственного интеллекта, обрабатывая эти данные, могут самостоятельно оптимизировать параметры процесса, предсказывать вероятность отказа инструмента и адаптироваться к небольшим изменениям свойств входящего сырья.
Цифровые двойники (Digital Twins) становятся неотъемлемой частью жизненного цикла оборудования. Виртуальная копия полузакрытого ковочного автомата позволяет проводить симуляцию процессов ковки новых деталей еще до изготовления физической оснастки. Это сокращает время подготовки производства, снижает затраты на пробные партии и позволяет найти оптимальное решение с первого раза. Инженеры могут тестировать различные варианты геометрии штампа и режимов деформации в цифровой среде, минимизируя риски ошибок.
Развитие материаловедения также диктует новые требования к оборудованию. Появление легких алюминиевых и магниевых сплавов, высокопрочных сталей и композитных материалов требует модификации традиционных процессов ковки. Полузакрытый ковочный автомат будущего должен быть способен работать в широком диапазоне температур, включая холодную и теплую высадку новых перспективных сплавов, сохраняя при этом высокую точность и производительность.
Роботизация вспомогательных операций выйдет на новый уровень. Автономные мобильные роботы будут обеспечивать логистику заготовок и готовой продукции, интегрируясь с ковочными автоматами в единую гибкую производственную ячейку. Полная автономность таких ячеек позволит реализовать концепцию «темных цехов», где производство ведется круглосуточно без присутствия человека.
Также ожидается развитие гибридных технологий, сочетающих ковку с аддитивным производством (3D-печатью). Возможность предварительного наращивания заготовки сложной формы методом 3D-печати с последующей финишной формовкой на полузакрытом ковочном автомате откроет совершенно новые горизонты для создания деталей со сложнейшей внутренней структурой и минимальным весом.
Заключение: Стратегический выбор для современного производства
Подводя итог, можно с уверенностью утверждать, что полузакрытый ковочный автомат является одним из краеугольных камней современного металлообрабатывающего производства. Сочетая в себе надежность, высокую скорость и экономическую эффективность, это оборудование решает задачи, которые были невыполнимы для традиционных методов ковки. Оно позволяет производителям создавать изделия высшего качества с минимальными отходами, отвечая самым жестким требованиям ведущих мировых отраслей.
Инвестиции в установку и освоение таких автоматов — это не просто закупка нового станка, это стратегический шаг по модернизации всего предприятия. Это переход от ремесленного подхода к высокотехнологичному процессу, управляемому данными и алгоритмами. Несмотря на существующие вызовы в области эксплуатации и обслуживания, непрерывное развитие технологий, материалов и систем управления делает перспективы использования полузакрытого ковочного автомата исключительно позитивными.
Для компаний, стремящихся удержать лидерские позиции на глобальном рынке, внедрение данной технологии становится необходимостью. Надежность и скорость, заложенные в самой сути этого оборудования, станут фундаментом для создания продукции будущего — легкой, прочной и безопасной. Эволюция кузнечного дела продолжается, и полузакрытый ковочный автомат уверенно ведет эту эволюцию в новую эру промышленного процветания.




-


-


-
Пожалуйста, оставьте нам сообщение






