
Холодновысадочный автомат с зажимом: секреты высокой производительности
2026-04-01
- Введение: Эволюция металлообработки и роль холодной высадки
- Принцип работы: От проволоки до готовой детали за доли секунды
- Конструктивные особенности системы зажима: Сердце производительности
- Лидеры отрасли: Инновации от компании «Хубэй Тэнфэн»
- Экономическая эффективность и преимущества перед альтернативными методами
- Области применения: Где незаменим автомат с зажимом
- Технологические нюансы и секреты настройки оборудования
- Будущее технологий холодной высадки: Цифровизация и интеллектуальные системы
- Заключение: Стратегический выбор для современного производства
Введение: Эволюция металлообработки и роль холодной высадки
Современная промышленность стоит на пороге новой эры эффективности, где каждый грамм материала, каждая секунда производственного цикла и каждый киловатт энергии имеют решающее значение для конкурентоспособности предприятия. В этом контексте технологии формообразования металлов без снятия стружки, известные как холодная высадка, занимают центральное место. Среди всего арсенала оборудования, доступного сегодня инженерам и технологам, особое положение занимает холодновысадочный автомат с зажимом. Это не просто станок; это высокотехнологичный комплекс, способный трансформировать простую проволоку или пруток в сложнейшие крепежные изделия, детали машин и компоненты механизмов с невероятной скоростью и точностью.
История развития холодной высадки насчитывает более столетия, однако именно внедрение систем активного зажима и многопозиционной обработки позволило этой технологии совершить качественный скачок. Если ранние модели ограничивались производством простых гвоздей или заклепок, то современные автоматы создают детали со сложной геометрией, резьбой, канавками и уникальными профилями, которые ранее можно было получить только методом точения или фрезерования, но с гораздо большими затратами времени и материала.
Цель данной статьи — глубоко погрузиться в мир высокоскоростной холодной высадки, раскрыть секреты производительности, которыми владеют лидеры отрасли, и подробно рассмотреть принцип работы, преимущества и нюансы эксплуатации оборудования, ключевым элементом которого является система зажима. Мы проанализируем, почему холодновысадочный автомат с зажимом становится выбором номер один для производителей, стремящихся оптимизировать свои производственные линии, снизить себестоимость продукции и выйти на новые рынки сбыта.
Принцип работы: От проволоки до готовой детали за доли секунды
Чтобы понять феномен высокой производительности, необходимо детально разобрать кинематику и физику процесса холодной высадки. В основе метода лежит пластическая деформация металла под высоким давлением при комнатной температуре. В отличие от горячей ковки, где металл нагревается для повышения пластичности, холодная высадка использует эффект упрочнения (наклепа), который придает готовому изделию повышенную прочность и улучшенные механические свойства.
Сердцем любого такого производства является автомат. Цикл работы начинается с подачи сырья — обычно это бухта проволоки или мерные прутки. Система правки устраняет остаточные напряжения и кривизну, подготавливая материал к точной дозировке. Далее вступает в действие механизм отрезки, который формирует заготовку строго определенного объема. Ошибка в объеме даже на долю процента может привести к браку или повреждению инструмента, поэтому точность здесь критична.
Ключевой момент, отличающий продвинутые модели, — это передача заготовки в зону формообразования. Здесь на сцену выходит холодновысадочный автомат с зажимом. Традиционные машины часто используют гравитационный сброс или простые толкатели, что ограничивает скорость и возможность работы с нестандартными формами. Машины с активным зажимом оснащены специальными манипуляторами или цанговыми захватами, которые надежно фиксируют заготовку и переносят ее между штамповочными позициями.
Процесс формообразования происходит последовательно на нескольких позициях (от двух до семи и более). На каждой позиции пуансон и матрица воздействуют на металл, изменяя его форму. Первая позиция обычно предназначена для предварительной осадки головки, вторая — для окончательного формирования геометрии, третья и последующие могут использоваться для пробивки отверстий, нанесения насечек, формирования буртиков или даже накатки резьбы (в комбинированных моделях).
Система зажима играет здесь решающую роль. Она обеспечивает:
- Точное позиционирование: Заготовка не смещается при передаче, что гарантирует соосность всех элементов детали.
- Стабильность при высоких скоростях: Современные автоматы работают на скоростях до 400-500 ударов в минуту. Без надежного зажима центробежные силы и инерция сделали бы процесс невозможным.
- Работу со сложной геометрией: Длинные или асимметричные детали, которые невозможно удержать простым толчком, надежно фиксируются манипулятором.
Таким образом, холодновысадочный автомат с зажимом превращает хаотичное движение металла в строго контролируемый поток высококачественных изделий, минимизируя человеческий фактор и вероятность ошибок.
Конструктивные особенности системы зажима: Сердце производительности
Почему именно наличие зажима делает автомат таким эффективным? Давайте рассмотрим конструктивные решения, которые реализуются в современных машинах этого класса. Система зажима — это сложный узел, синхронизированный с главным валом станка через систему кулачков или сервоприводов.
В большинстве высокопроизводительных моделей используются цанговые или рычажные захваты. Цанговые механизмы обеспечивают равномерное обжатие заготовки по всей окружности, что идеально подходит для круглых прутков и деталей, чувствительных к поверхностным повреждениям. Рычажные системы, в свою очередь, обладают высокой скоростью срабатывания и могут адаптироваться под различные диаметры путем быстрой смены губок.
Одной из главных инноваций стало внедрение программируемых систем переноса. В классических механических автоматах траектория движения зажима жестко задана конструкцией кулачков. В современных версиях, особенно в машинах верхнего ценового сегмента, используются сервомоторы для управления осями захвата. Это позволяет оператору гибко настраивать траекторию переноса заготовки через сенсорный интерфейс, оптимизируя время холостого хода и снижая динамические нагрузки на механизм.
Материалы, используемые для изготовления самих губок зажима, также играют важную роль. Они подвергаются специальной термообработке и часто имеют напыление из карбида вольфрама или других сверхтвердых сплавов. Это необходимо для того, чтобы выдерживать миллионы циклов сжатия без износа, сохраняя при этом способность надежно удерживать заготовку, даже если она покрыта смазочно-охлаждающей жидкостью (СОЖ).
Еще один важный аспект — интеграция системы зажима с датчиками контроля. Современный холодновысадочный автомат с зажимом оснащен системой мониторинга, которая отслеживает усилие зажима и факт наличия заготовки. Если датчик не регистрирует деталь в захвате или усилие ниже нормы (что может свидетельствовать о поломке инструмента или отсутствии сырья), машина мгновенно останавливается. Это предотвращает дорогостоящие аварии, такие как удар пуансона о матрицу без заготовки («удар на сухую»), который может вывести из строя весь штамповый комплект.
Кроме того, конструкция зажима часто предусматривает возможность установки дополнительных устройств непосредственно на манипуляторе. Например, это могут быть каналы для подачи СОЖ прямо в зону контакта с деталью во время переноса, что улучшает условия смазки и охлаждения, продлевая жизнь инструменту и повышая качество поверхности изделия.
Лидеры отрасли: Инновации от компании «Хубэй Тэнфэн»
Развитие технологий холодной высадки было бы невозможным без компаний, которые не просто следуют трендам, а задают их. Ярким примером такого подхода является ООО «Хубэй Тэнфэн Механическая Технология» (Hubei Tengfeng Mechanical Technology). Основанная в 2014 году, эта высокотехнологичная компания специализируется на разработке и производстве передовых высокоскоростных устройств для формирования крепежа, воплощая в металле самые смелые инженерные идеи.
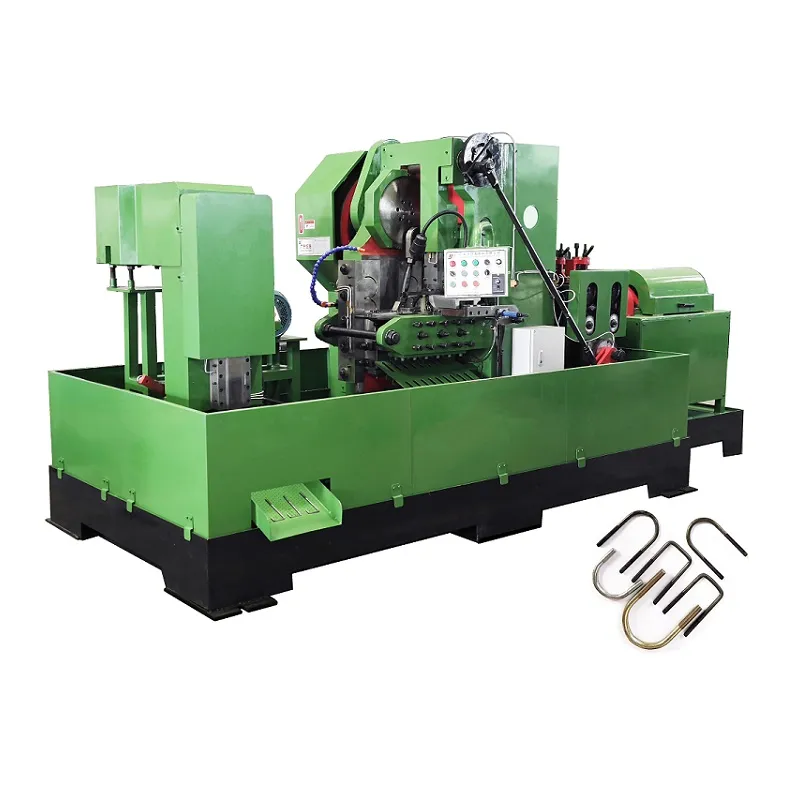
Продуктовый портфель «Хубэй Тэнфэн» охватывает весь спектр потребностей современного производства: от автоматов для формирования болтов, гаек и головок шурупов до специализированных машин для полупустых заклепок и нестандартных деталей особой сложности. Особое внимание компания уделяет созданию уникальных решений, таких как однородные двухударные и многоударные холодновысадочные автоматы, а также специализированные модели открытого и закрытого типа, включая машины для производства U-образных болтов.
Оборудование «Хубэй Тэнфэн» широко применяется в автомобильной, металлургической, электронной и других отраслях промышленности. Ключевыми преимуществами этих машин являются высокая эффективность, исключительная стабильность работы и интеллектуальное управление, позволяющее осуществлять глубокую персонализацию настроек под конкретные задачи клиента. Компания стремится предоставлять заказчикам по всему миру комплексные решения «под ключ», обеспечивая полный цикл трансформации проволоки в готовое изделие высочайшего качества.
Экономическая эффективность и преимущества перед альтернативными методами
В условиях рыночной экономики выбор оборудования диктуется не только техническими характеристиками, но и экономической целесообразностью. Внедрение линии на базе машины с системой зажима требует значительных капиталовложений, однако возврат инвестиций (ROI) зачастую происходит быстрее, чем при использовании традиционных методов или менее производительного оборудования.
Первое и самое очевидное преимущество — это экономия материала. Метод холодной высадки является безотходным или малоотходным. Объем заготовки строго равен объему готовой детали плюс минимальные потери на облой (который часто отсутствует вовсе). Для сравнения, при изготовлении тех же деталей методом точения на станках ЧПУ до 40-60% материала уходит в стружку. При больших объемах производства и высокой стоимости сырья (например, нержавеющая сталь, титановые сплавы или специальные легированные стали) эта разница становится колоссальной.
Второй фактор — производительность. Холодновысадочный автомат с зажимом способен выдавать сотни деталей в минуту. Один такой автомат может заменить парк из десяти и более токарных станков. Это высвобождает производственные площади, снижает потребность в обслуживающем персонале и уменьшает энергопотребление в пересчете на единицу продукции.
Третий аспект — качество продукции. Холодная деформация улучшает механические свойства металла. Линии текучести волокон металла повторяют контуры детали, что делает ее более прочной на разрыв и удар по сравнению с деталями, полученными резанием, где волокна перерезаются. Кроме того, поверхность деталей после холодной высадки имеет более высокое качество и лучшую чистоту, что часто позволяет исключить последующие операции шлифования или полировки.
Четвертое преимущество — универсальность в рамках специализации. Благодаря системе зажима и многопозиционной обработке, на одном автомате можно выполнять полный цикл изготовления детали: от отрезки до финального формообразования и даже частичной накатки резьбы. Это сокращает количество переделов, исключает накопление незавершенного производства между операциями и ускоряет общий цикл выпуска продукции.
Наконец, нельзя забывать о экологическом аспекте. Отсутствие стружки и снижение потребления энергии делают холодную высадку более «зеленой» технологией. Утилизация стружки — это отдельная статья расходов и экологических рисков, которой можно избежать, используя правильную технологию.
Области применения: Где незаменим автомат с зажимом
Сфера применения оборудования данного класса чрезвычайно широка и охватывает практически все отрасли промышленности, где используется крепеж и мелкие металлические детали. Однако есть сегменты, где наличие системы зажима является не просто желательным, а обязательным условием для производства.
Автомобилестроение. Современный автомобиль содержит тысячи крепежных элементов специального назначения. Болты с нестандартными головками, шпильки сложной формы, пальцы для подвески, элементы систем безопасности — все это производится на высокоскоростных автоматах. Требования автомобильной отрасли к качеству и стабильности параметров крайне высоки, и только машины с активным контролем процесса, включая надежный зажим, могут обеспечить необходимый уровень соответствия стандартам.
Аэрокосмическая отрасль. Здесь используются дорогие и труднообрабатываемые сплавы. Потеря материала недопустима, а требования к прочности критичны. Холодная высадка позволяет изготавливать крепеж из титана и жаропрочных никелевых сплавов с сохранением их внутренней структуры. Система зажима позволяет работать с длинными и тонкими деталями, которые необходимы в авиастроении, не деформируя их при переносе.
Строительство и инфраструктура. Производство анкеров, дюбелей, саморезов и специальных гвоздей требует огромных объемов выпуска. Конкурентоспособность в этом секторе определяется исключительно себестоимостью единицы продукции. Высокая скорость работы, которую обеспечивает холодновысадочный автомат с зажимом, позволяет держать цены на низком уровне при сохранении маржинальности.
Электротехника и электроника. Контакты, клеммы, штыри разъемов часто имеют миниатюрные размеры и сложную конфигурацию. Точность позиционирования заготовки, обеспечиваемая системой зажима, позволяет работать с микродеталями, где погрешность в десятые доли миллиметра ведет к браку всей партии.
Медицинская промышленность. Имплантаты, хирургические инструменты, элементы одноразовых устройств требуют высочайшей чистоты поверхности и биосовместимости материалов. Холодная высадка не нарушает защитный оксидный слой некоторых сплавов так агрессивно, как резание, а отсутствие стружки упрощает соблюдение стерильности производства.
Технологические нюансы и секреты настройки оборудования
Покупка современного станка — это только половина дела. Реальная высокая производительность достигается благодаря мастерству наладчиков и технологов. Работа на машине класса холодновысадочный автомат с зажимом требует глубокого понимания поведения металла и кинематики механизма.
Один из главных секретов — правильный подбор смазочно-охлаждающей жидкости (СОЖ) и схемы ее подачи. При высоких скоростях деформации выделяется огромное количество тепла. Если тепло не отводить эффективно, инструмент перегревается, теряет твердость и быстро изнашивается. Более того, неправильная смазка может привести к привариванию металла заготовки к пуансону (задирам). Системы зажима часто интегрированы с форсунками, которые обливают заготовку перед каждым ударом, создавая идеальные условия скольжения.
Второй секрет — балансировка усилий по позициям. Распределение деформации должно быть равномерным. Если на первой позиции задать слишком большую степень осадки, металл может пойти в сторону (образовать складку), которую невозможно исправить на следующих этапах. Технологи используют метод постепенного формообразования, рассчитывая переходы так, чтобы напряжение в металле не превышало предел текучести на каждом конкретном этапе, но суммарно приводило к нужной форме.
Настройка системы зажима требует особой тщательности. Усилие сжатия губок должно быть достаточным для удержания детали, но не избыточным, чтобы не оставить следов (рисок) на поверхности, которые могут стать концентраторами напряжений и привести к разрушению детали при эксплуатации. Регулировка синхронизации момента захвата и момента освобождения должна быть выполнена с точностью до градуса угла поворота главного вала.
Также важным аспектом является контроль качества сырья. Даже небольшие отклонения в диаметре проволоки или вариации твердости по длине бухты могут нарушить работу автомата. Современные линии часто оснащаются входным контролем диаметра в реальном времени, который автоматически корректирует длину отреза или сигнализирует оператору о проблеме. Интеграция этого контроля с логикой работы зажима позволяет адаптироваться к небольшим колебаниям параметров сырья без остановки производства.
Профилактическое обслуживание — еще один ключ к долгой жизни оборудования. Система зажима испытывает высокие циклические нагрузки. Регулярная проверка люфтов в шарнирах манипулятора, замена изношенных губок и контроль состояния приводных механизмов позволяют избежать внезапных простоев. Планово-предупредительный ремонт должен строиться на основе статистики наработки, а не ждать поломки.
Будущее технологий холодной высадки: Цифровизация и интеллектуальные системы
Отрасль не стоит на месте, и будущее холодновысадочных автоматов с зажимом связано с глубокой цифровизацией и внедрением элементов искусственного интеллекта. Мы уже наблюдаем переход от чисто механического управления к гибридным системам, где сервоприводы заменяют тяжелые механические коробки передач и кулачковые валы.
Тренд будущего — полностью программируемые автоматы. В таких машинах каждая ось, включая оси зажима, переноса и штамповки, управляется независимым сервомотором. Это дает технологам невиданную ранее свободу: возможность менять последовательность операций, траекторию движения заготовки и динамику удара прямо из программного меню. Это сокращает время переналадки с нескольких дней до нескольких часов, что критически важно для мелкосерийного производства широкой номенклатуры изделий.
Интеграция с концепцией «Индустрия 4.0» позволит автоматам становиться частью единой цифровой экосистемы завода. Датчики будут передавать данные о температуре инструмента, усилии запрессовки, вибрации и потреблении энергии в облачную систему анализа. Алгоритмы машинного обучения смогут прогнозировать износ пуансонов и матриц, рекомендуя замену инструмента до того, как начнется брак. Система зажима сможет автоматически подстраивать усилие сжатия в зависимости от твердости конкретной партии проволоки, получая данные от спектрометра или твердомера, установленного на линии входа.
Еще одно направление развития — создание композитных и биметаллических деталей методом холодной высадки. Система зажима будет играть ключевую роль в позиционировании разнородных материалов перед совместной деформацией. Это откроет возможности для создания деталей с уникальными свойствами: например, головка болта из коррозионностойкой стали, а тело — из высокопрочной углеродистой стали, объединенные в монолитную конструкцию без сварки.
Развитие роботизированных ячеек вокруг автомата также неизбежно. Готовые детали будут автоматически сортироваться, упаковываться и маркироваться роботами-манипуляторами, которые будут взаимодействовать с зоной выгрузки автомата. Синхронизация работы робота и системы зажима/выталкивателя станет стандартом для полностью автономных производственных линий.
Заключение: Стратегический выбор для современного производства
Подводя итог, можно с уверенностью сказать, что холодновысадочный автомат с зажимом является одним из самых эффективных инструментов в арсенале современного металлообрабатывающего предприятия. Сочетание высокой скорости, минимальных отходов, превосходного качества продукции и возможности обработки сложных форм делает эту технологию безальтернативной для массового производства крепежа и мелких деталей.
Инвестиции в такое оборудование — это инвестиция в будущее компании. Несмотря на высокую начальную стоимость и необходимость в квалифицированных кадрах, экономический эффект от внедрения проявляется быстро и устойчиво. Снижение себестоимости, повышение конкурентоспособности и возможность брать заказы на изготовление сложной продукции открывают новые горизонты для бизнеса.
Секреты высокой производительности кроются не только в «железе», но и в грамотном подходе к эксплуатации: правильной настройке, качественном инструменте, оптимальном выборе сырья и постоянном совершенствовании технологических процессов. Те предприятия, которые смогут освоить все нюансы работы с современными автоматами с системой зажима, займут лидирующие позиции на рынке в ближайшие десятилетия.
Технологии холодной высадки продолжают эволюционировать, становясь умнее, точнее и гибче. И система зажима остается тем фундаментальным элементом, который связывает воедино все этапы превращения металлической проволоки в высокотехнологичное изделие. Понимание принципов ее работы и возможностей — ключ к раскрытию полного потенциала вашего производства.




-


-


-
Пожалуйста, оставьте нам сообщение






