
Холодновысадочный ковочный автомат: секреты высокой производительности
2026-04-01
- Введение: Эволюция массового производства крепежа и деталей
- Принцип действия и физика процесса холодной высадки
- Конструктивные особенности и классификация оборудования
- Технологические секреты высокой производительности
- Типичные проблемы и методы их решения
- Экономическая эффективность и сферы применения
- Будущее технологии: цифровизация и новые материалы
- Заключение
Введение: Эволюция массового производства крепежа и деталей
Современная промышленность стоит на плечах гигантов, одним из которых является технология холодной высадки. В мире, где скорость, точность и экономическая эффективность определяют конкурентоспособность предприятия, оборудование для формообразования металла без нагрева стало незаменимым звеном производственной цепочки. Среди всего разнообразия станков особое место занимает холодновысадочный ковочный автомат. Это не просто машина; это сложный технологический комплекс, способный превращать обычную проволоку в высокопрочные изделия с невероятной скоростью.
История развития холодной высадки насчитывает более полутора веков, но именно в последние десятилетия эти автоматы претерпели революционные изменения. От простых механических прессов они эволюционировали в высокоточные системы с числовым программным управлением, сервоприводами и интеллектуальными системами мониторинга. Сегодняшний рынок диктует жесткие требования к качеству метизов, автомобильных компонентов и элементов аэрокосмической отрасли. Ответом индустрии стало создание машин, которые объединяют в себе мощь гидравлики или кривошипных механизмов с гибкостью программируемой логики.
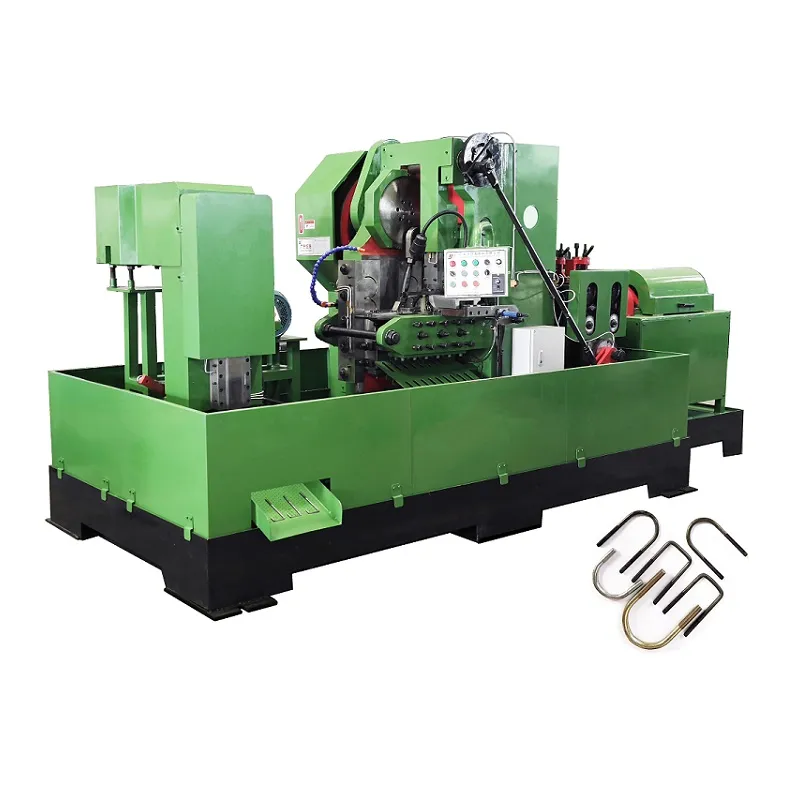
Ярким примером такого технологического прогресса является компания ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году как высокотехнологичное предприятие, она специализируется на разработке и производстве скоростных и прецизионных устройств для формирования крепежа. Ассортимент компании охватывает весь спектр необходимых решений: от автоматов для высадки болтов, гаек и головок шурупов до оборудования для полупустых заклепок и нестандартных деталей. Особое внимание инженеры «Тэнфэн» уделяют уникальным моделям, таким как двух- и многопозиционные холодновысадочные машины, а также специализированным станкам для U-образных болтов. Благодаря высокоэффективной стабильности, интеллектуальному управлению и возможности персонализации, оборудование «Хубэй Тэнфэн» предоставляет клиентам по всему миру полный цикл решений — от подачи проволоки до получения готового изделия, находя применение в автомобильной, металлургической и электронной отраслях.
В данной статье мы подробно рассмотрим устройство, принципы работы, технологические нюансы и секреты высокой производительности, которыми обладает современный холодновысадочный ковочный автомат. Мы погрузимся в мир металлургии деформации, разберем ошибки эксплуатации и обсудим перспективы развития этой критически важной отрасли. Понимание внутренних процессов работы такого оборудования позволит инженерам, технологам и руководителям производств оптимизировать свои линии, снизить процент брака и вывести выпуск продукции на принципиально новый уровень.
Принцип действия и физика процесса холодной высадки
Чтобы понять, почему холодновысадочный ковочный автомат является эталоном производительности, необходимо сначала разобраться в фундаментальных принципах процесса, который он реализует. Холодная высадка (или холодное объемное формообразование) — это метод получения изделий из металлов и сплавов путем пластической деформации заготовки при температуре ниже температуры рекристаллизации материала. Ключевое слово здесь — «холодное». В отличие от горячей ковки, где металл нагревается до пластичного состояния, здесь используется свойство многих металлов (особенно низкоуглеродистых сталей, цветных металлов и их сплавов) упрочняться в процессе деформации.
Процесс начинается с подачи проволоки определенного диаметра из бухты. Автомат отмеряет строго заданный объем материала, отрезает его и перемещает в зону формообразования. Далее происходит самое интересное: серия ударов пуансонов и матриц придает заготовке необходимую форму. Поскольку материал не нагревается внешним источником, вся энергия двигателя машины переходит в работу деформации. Это вызывает значительное повышение температуры самой заготовки (иногда до 200–300 °C), но этого недостаточно для изменения микроструктуры в сторону разупрочнения. Наоборот, происходит наклеп — дислокации в кристаллической решетке металла накапливаются, что приводит к росту предела прочности и твердости готового изделия.
Кинематика работы типичного многопозиционного автомата представляет собой синхронизированный танец механизмов. За один ход главного вала (или один цикл сервоцикла) выполняются несколько операций одновременно на разных позициях. Пока на первой позиции отрезается новая заготовка, на второй происходит предварительная высадка головки, на третьей — окончательное формообразование, а на четвертой — пробивка отверстия или накатка резьбы (если машина комбинированная). Такая многопоточность и обеспечивает ту самую высокую производительность, о которой говорят производители.
Физика процесса требует тщательного расчета усилий. Деформационное сопротивление металла при холодной высадке в разы выше, чем при горячей. Поэтому холодновысадочный ковочный автомат должен обладать колоссальной жесткостью станины и мощной приводной системой. Любая податливость элементов конструкции ведет к потере энергии на упругую деформацию самого станка, а не заготовки, что снижает точность размеров и ускоряет износ инструмента. Именно поэтому современные машины изготавливаются из высокопрочных чугунов и сталей, а направляющие подвергаются специальной термообработке и шлифовке.
Важным аспектом является смазка. При высоких давлениях и скоростях деформации трение между инструментом и заготовкой может привести к задирам, привариванию металла к пуансону и быстрому выходу оснастки из строя. Специальные смазочно-охлаждающие жидкости (СОЖ) и фосфатные покрытия на проволоке создают разделяющий слой, который не только снижает коэффициент трения, но и отводит тепло из зоны деформации. Без грамотно организованной системы смазки ни один, даже самый совершенный автомат, не сможет работать в непрерывном режиме.
Конструктивные особенности и классификация оборудования
Рынок оборудования для холодной высадки чрезвычайно разнообразен, и выбор правильной машины зависит от специфики выпускаемой продукции. Основным параметром классификации является количество позиций (переходов). Однопозиционные прессы используются для простых операций, таких как высадка головок болтов или заклепок. Однако настоящий потенциал раскрывают многопозиционные автоматы — двух-, трех-, четырех-, пяти- и даже семипозиционные. Каждая дополнительная позиция позволяет выполнить более сложную геометрию изделия за один проход, исключая промежуточные операции и переналадки.
Сердцем любой такой машины является главный привод. Традиционно использовались кривошипно-шатунные механизмы, обеспечивающие высокую скорость хода (до 400–500 ударов в минуту для мелких деталей). Они надежны, проверены временем и относительно просты в обслуживании. Однако у них есть недостаток: фиксированная траектория движения ползуна и невозможность легко менять скорость в различных фазах цикла. На помощь приходят сервоприводы. Современный холодновысадочный ковочный автомат с сервоуправлением позволяет программировать закон движения ползуна. Можно замедлить подход пуансона к заготовке для аккуратного захвата, быстро выполнить основной ход деформации и плавно вернуть инструмент назад. Это снижает динамические нагрузки, уменьшает шум и вибрацию, а главное — позволяет высаживать материалы, склонные к хрупкому разрушению, которые не выдерживают резких ударов кривошипного механизма.
Система подачи проволоки также претерпела значительные изменения. Если старые модели использовали фрикционные ролики, то современные автоматы оснащены шаговыми подачами с сервомоторами. Это обеспечивает высочайшую точность отмера длины заготовки, что критически важно для соблюдения весовых допусков готовых изделий. Ошибка в доли миллиметра на каждом цикле может привести к тысячам килограммов брака за смену.
Отдельного внимания заслуживает система выталкивания и транспортировки заготовок между позициями. Здесь применяются пальцевые механизмы или цанговые захваты. Их синхронизация с главным валом должна быть идеальной. Малейший сбой в тайминге приведет к тому, что пуансон ударит не в заготовку, а в транспортный механизм, вызывая катастрофическое разрушение дорогостоящей оснастки. Поэтому в конструкциях премиум-класса используются датчики положения и системы безопасности, мгновенно останавливающие машину при обнаружении аномалии.
Станина машины выполняется либо монолитной, либо составной из высокопрочного чугуна с последующим старением для снятия внутренних напряжений. Горизонтальное расположение рабочих осей является стандартом для многопозиционных автоматов, так как это облегчает удаление отходов смазки и окалины, а также упрощает доступ оператора к зоне инструмента. Вертикальные прессы встречаются реже и обычно применяются для специфических задач или в составе автоматических линий.
Интеграция систем ЧПУ (числового программного управления) превратила холодновысадочный ковочный автомат из узкоспециализированного оборудования в гибкий производственный модуль. Оператор может сохранять рецепты настроек для разных изделий, автоматически регулировать длину подачи, усилие запрессовки и последовательность работы вспомогательных устройств. Это сокращает время переналадки с нескольких часов до десятков минут, что особенно актуально при производстве малых партий разнообразного крепежа. Именно такую гибкость и адаптивность демонстрируют современные разработки ведущих производителей, позволяя создавать как стандартные, так и уникальные решения под конкретные задачи заказчика.
Технологические секреты высокой производительности
Покупка дорогого и современного оборудования — это лишь половина успеха. Реальная высокая производительность достигается за счет глубокого понимания технологии и грамотной организации производственного процесса. Существует ряд «секретов», которые отличают передовые предприятия от аутсайдеров.
Первый секрет кроется в качестве исходного сырья. Холодновысадочный ковочный автомат крайне чувствителен к свойствам проволоки. Недостаточно просто купить проволоку нужного диаметра. Она должна иметь специальную подготовку поверхности: травление, фосфатирование и мылование. Фосфатный слой служит основой для удержания смазки, которая, в свою очередь, предотвращает схватывание металла с инструментом. Использование неподготовленной или некачественно подготовленной проволоки приводит к резкому росту усилия деформации, перегреву инструмента и частым остановкам на чистку и замену пуансонов. Экономия на подготовке проволоки всегда оборачивается многократными потерями на простое оборудования.
Второй секрет — оптимизация маршрута деформации. Распределение степени деформации по переходам (позициям) должно быть рассчитано таким образом, чтобы ни на одном этапе не превышался предел пластичности материала. Слишком агрессивная высадка на ранней стадии может вызвать образование трещин, которые раскроются только на финишной операции. Опытные технологи используют метод обратного проектирования, начиная с геометрией готовой детали и рассчитывая форму заготовки на каждом предыдущем переходе. Современные САПР-системы позволяют моделировать процесс методом конечных элементов (FEM), предсказывая зоны повышенных напряжений и оптимизируя форму инструмента еще до его изготовления.
Третий секрет заключается в управлении тепловым режимом. Как упоминалось ранее, холодная высадка генерирует тепло. При высоких скоростях работы (сотни изделий в минуту) инструмент и заготовки могут нагреваться до температур, изменяющих свойства смазки и вызывающих термическое расширение деталей станка. Это ведет к уходу размеров. Передовые решения включают системы принудительного охлаждения инструмента (внутренние каналы в пуансонах и матрицах), обдув зоны деформации сжатым воздухом и использование термостабильных смазок. Поддержание стабильной температуры — залог стабильных размеров партии.
Четвертый секрет — профилактическое обслуживание и мониторинг состояния инструмента. Износ пуансонов и матриц — неизбежный процесс. Однако критическим является момент, когда износ начинает влиять на качество изделия. Внедрение систем автоматического контроля размеров непосредственно в потоке (in-process gauging) позволяет выявлять тенденцию к изменению параметров и компенсировать износ путем микро-подстроек положения инструмента или своевременной замены оснастки до появления брака. Регулярная полировка рабочих поверхностей инструмента и удаление продуктов износа (металлической пыли) продлевает жизнь дорогостоящей твердосплавной оснастки.
Пятый секрет — человеческий фактор и квалификация персонала. Даже самый совершенный холодновысадочный ковочный автомат требует внимательного оператора и грамотного наладчика. Умение «слышать» машину, определять по звуку удара характер деформации, визуально оценивать качество поверхности изделия и оперативно реагировать на изменения в поведении оборудования приходит только с опытом. Инвестиции в обучение персонала часто дают больший экономический эффект, чем модернизация парка станков.
Наконец, шестой секрет — интеграция в единую линию. Максимальная эффективность достигается, когда автомат работает не изолированно, а в связке с разматывателями бухт, устройствами правки проволоки, системами сортировки готовой продукции и упаковочными комплексами. Минимизация ручных операций по перегрузке заготовок и устранение «узких мест» в логистике внутри цеха позволяют реализовать полный потенциал скоростных характеристик оборудования.
Типичные проблемы и методы их решения
Эксплуатация оборудования для холодной высадки сопряжена с рядом типовых проблем, знание которых помогает избегать длительных простоев. Одной из самых распространенных проблем является образование трещин на головках изделий или под ними. Причины могут быть различными: низкая пластичность проволоки, неправильный угол конусности матрицы, чрезмерная степень деформации за один переход или наличие дефектов на поверхности исходного материала. Решение лежит в плоскости пересмотра технологии: введение дополнительного переходного этапа, изменение химического состава смазки или замена марки стали проволоки на более мягкую с последующей термообработкой готового изделия.
Другая частая проблема — застревание заготовки в матрице или на пуансоне. Это часто связано с нарушением режима смазки, износом выталкивателей или попаданием посторонних частиц в рабочую зону. В современных машинах установлены датчики, контролирующие факт выталкивания детали. Если деталь не вышла, машина аварийно останавливается. Регулярная очистка зоны деформации и контроль давления в системе подачи смазки являются ключевыми мерами профилактики.
Нестабильность размеров изделия, особенно длины стержня или высоты головки, часто вызвана люфтами в механизмах подачи или износом упоров. В механических приводах износ подшипников и шеек вала может приводить к увеличению мертвого хода. В таких случаях требуется квалифицированный ремонт и регулировка зазоров. Для сервоприводных машин проблема может крыться в сбоях энкодеров или необходимости перекалибровки системы позиционирования.
Повышенный шум и вибрация — сигнал о серьезных механических проблемах. Это может быть нарушение балансировки вращающихся масс, ослабление фундаментных болтов или разрушение элементов зубчатых передач. Игнорирование этих симптомов ведет к ускоренному разрушению станины и других несущих элементов. Холодновысадочный ковочный автомат должен работать ровно, с характерным ритмичным звуком. Любое изменение тембра работы должно стать поводом для немедленного осмотра.
Проблемы с качеством поверхности (задиры, риски) почти всегда указывают на состояние инструмента. Затупленные кромки матриц или шероховатость на рабочих поверхностях пуансонов оставляют следы на мягком металле заготовки. Своевременная заточка и полировка твердосплавной оснастки — обязательная процедура регламентного обслуживания. Важно использовать алмазный инструмент для заточки, чтобы сохранить геометрию и микрорельеф поверхности, необходимый для удержания смазочного слоя.
Экономическая эффективность и сферы применения
Внедрение современного оборудования для холодной высадки является стратегическим решением, направленным на снижение себестоимости продукции. Несмотря на высокую начальную стоимость машин, их окупаемость достигается за счет нескольких факторов. Во-первых, это минимальный расход материала. Технология холодной высадки является безотходной или малоотходной. В отличие от токарной обработки, где до 50% металла может уйти в стружку, здесь весь объем проволоки превращается в полезное изделие. Во-вторых, высокая скорость производства (до нескольких сотен штук в минуту) позволяет перекрывать потребности крупных заказчиков с минимальным количеством единиц оборудования. В-третьих, улучшение механических свойств изделий за счет наклепа позволяет в некоторых случаях использовать сталь более низких марок или уменьшать габариты деталей при сохранении несущей способности, что также дает экономию.
Сферы применения продукции, производимой на таких автоматах, обширны. Безусловным лидером является производство крепежных изделий: болтов, винтов, гаек, шурупов, заклепок всех типов и размеров. Автомобильная промышленность потребляет огромное количество специфических деталей сложной формы: пальцы, оси, штифты, элементы крепления двигателей и подвесок, которые невозможно или невыгодно изготавливать другими методами. Строительная отрасль использует гвозди, дюбели, анкеры и сетку. Электротехника нуждается в контактах, клеммах и выводах из цветных металлов. Аэрокосмическая и оборонная промышленности предъявляют высочайшие требования к качеству и надежности, используя холодновысаженные детали из жаропрочных и титановых сплавов.
Тенденция к миниатюризации электроники и автомобилей стимулирует развитие микро-холодной высадки. Современные холодновысадочные ковочные автоматы способны производить изделия диаметром менее 1 мм с микронной точностью. Это открывает новые рынки и требует еще более совершенных технологий контроля и управления.
Экономический эффект также проявляется в экологическом аспекте. Отсутствие нагрева заготовок в печах исключает расходы на энергоносители (газ, электричество) для отопления и снижает выбросы CO2. Снижение объема отходов металла упрощает задачу утилизации и уменьшает экологическую нагрузку предприятия.
Будущее технологии: цифровизация и новые материалы
Будущее холодной высадки неразрывно связано с концепцией «Индустрия 4.0». Холодновысадочный ковочный автомат будущего — это полностью подключенное устройство Интернета вещей (IIoT). Он будет в реальном времени передавать данные о количестве произведенных деталей, текущем износе инструмента, потреблении электроэнергии и параметрах качества в центральную систему управления предприятием (ERP/MES). Предиктивная аналитика на основе больших данных позволит прогнозировать отказы оборудования и планировать техническое обслуживание именно тогда, когда это необходимо, а не по графику, исключая внеплановые простои.
Развитие искусственного интеллекта позволит автоматам самостоятельно адаптироваться к небольшим колебаниям свойств входящей проволоки. Система машинного зрения, анализирующая изображение каждой детали сразу после высадки, сможет автоматически вносить коррективы в настройки следующего цикла, обеспечивая нулевой уровень брака. Самонастраивающиеся алгоритмы будут оптимизировать траекторию движения пуансонов в сервоприводных машинах для каждого конкретного материала.
Расширение номенклатуры обрабатываемых материалов — еще один вектор развития. Традиционная холодная высадка ограничена материалами с хорошей пластичностью. Однако появление новых сверхпластичных сплавов и совершенствование методов предварительной обработки (например, ультразвуковая обработка заготовки в момент деформации) позволит вовлечь в процесс холодного формообразования высокопрочные стали, титановые и магниевые сплавы, которые ранее считались слишком «капризными» для этого метода.
Гибридные технологии, сочетающие холодную высадку с аддитивными методами или лазерной обработкой непосредственно на станке, могут создать совершенно новые классы деталей со сложной внутренней структурой или функциональными поверхностями. Холодновысадочный ковочный автомат перестанет быть просто прессом и превратится в универсальный фабрикатор металлических компонентов.
Заключение
Холодновысадочный ковочный автомат остается краеугольным камнем современного машиностроения и производства крепежа. Его способность трансформировать простую проволоку в высокопрочные, точные и сложные изделия с фантастической скоростью делает его незаменимым инструментом в условиях глобальной конкуренции. Секреты высокой производительности скрыты не только в передовой инженерной мысли, заложенной в конструкцию машины, но и в глубоком понимании физики процесса, качестве сырья, квалификации персонала и культуре производства.
Для предприятий, стремящихся занять лидирующие позиции на рынке, инвестиции в современное оборудование для холодной высадки и развитие соответствующих компетенций являются не просто тратой средств, а стратегической необходимостью. Технологии не стоят на месте: сервоприводы, цифровое управление, интеллектуальный мониторинг и новые материалы открывают горизонты, о которых инженеры прошлого века могли только мечтать. Понимание и грамотное использование возможностей, которые предоставляет современный холодновысадочный ковочный автомат, станет ключом к эффективности, рентабельности и устойчивому развитию любого металлообрабатывающего производства в ближайшие десятилетия.
В конечном итоге, за каждым маленьким болтом, держащим вместе массивные конструкции мостов, автомобилей и самолетов, стоит мощь и точность этих удивительных машин. Их тихая, но напряженная работа в цехах по всему миру является фундаментом, на котором строится наша технологическая цивилизация.




-


-


-
Пожалуйста, оставьте нам сообщение






