
Автоматическая линия производства винтов: скорость и точность
2026-04-01
- Введение: Эволюция крепежного производства в эпоху индустрии 4.0
- Архитектура современной автоматической линии: от бухты до упаковки
- Технологии обеспечения скорости: как достигается максимальная производительность
- Точность как стандарт: роль метрологии и систем контроля качества
- Экономическая эффективность и стратегические преимущества внедрения
- Вызовы внедрения и будущие тенденции развития отрасли
Введение: Эволюция крепежного производства в эпоху индустрии 4.0
Современная промышленность немыслима без надежных соединений, и винты являются фундаментальным элементом этой системы. От микроскопических крепежей в электронике до массивных болтов, удерживающих мосты и небоскребы, качество и доступность винтов определяют темпы развития множества отраслей. Однако растущий глобальный спрос, ужесточение требований к качеству и необходимость снижения себестоимости продукции поставили перед производителями сложнейшую задачу: как увеличить объемы выпуска, не жертвуя при этом точностью геометрии и механическими свойствами изделия? Ответом на этот вызов стала повсеместная автоматизация процессов, вершиной которой является автоматическая линия производства винтов.
Еще несколько десятилетий назад производство крепежа было сопряжено с высоким уровнем ручного труда, значительными потерями материала и неизбежными человеческими ошибками. Операторы станков вручную контролировали подачу проволоки, настройку матриц и визуальный осмотр готовой продукции. Сегодня ландшафт кардинально изменился. Внедрение робототехники, систем машинного зрения, искусственного интеллекта и интегрированных систем управления производством (MES) позволило создать замкнутые циклы, где участие человека сведено к минимуму — преимущественно к мониторингу и стратегическому планированию.
В данной статье мы подробно рассмотрим архитектуру, принципы работы, преимущества и технологические нюансы современных автоматизированных линий для производства винтов. Мы проанализируем, как именно достигается беспрецедентная скорость и микронная точность, какие вызовы стоят перед инженерами при внедрении такого оборудования и почему инвестиции в автоматическую линию производства винтов становятся критически важным шагом для выживания и процветания предприятий в конкурентной среде.
Архитектура современной автоматической линии: от бухты до упаковки
Автоматическая линия производства винтов — это не просто набор отдельных станков, расположенных в ряд. Это сложный, синхронизированный организм, где каждый этап технологического процесса жестко связан с предыдущим и последующим. Потеря ритма на одном участке может привести к остановке всей системы или браку тысяч изделий. Поэтому понимание архитектуры линии является ключом к эффективному управлению производством.
Процесс начинается с участка подготовки сырья. Здесь разматываются огромные бухты стальной проволоки определенного диаметра и марки стали. Автоматические разматыватели оснащены системами контроля натяжения, которые обеспечивают равномерную подачу материала в холодновысадочный автомат. Любые колебания натяжения могут привести к дефектам формы головки или резьбы, поэтому современные системы используют сервоприводы и датчики обратной связи для мгновенной коррекции.
Сердцем любой линии является холодновысадочный автомат. Именно здесь происходит формирование головки винта и предварительная формовка стержня. Современные машины этого класса способны выполнять до пяти-шести ударов за один цикл, создавая сложные геометрии головок (потайная, полукруглая, шестигранная) с высочайшей точностью. Скорость таких автоматов достигает 350–450 деталей в минуту, а в некоторых моделях для мелкого крепежа — еще выше. Критически важно, что процесс происходит без нагрева металла, что сохраняет его внутреннюю структуру и повышает прочность изделия за счет наклепа.
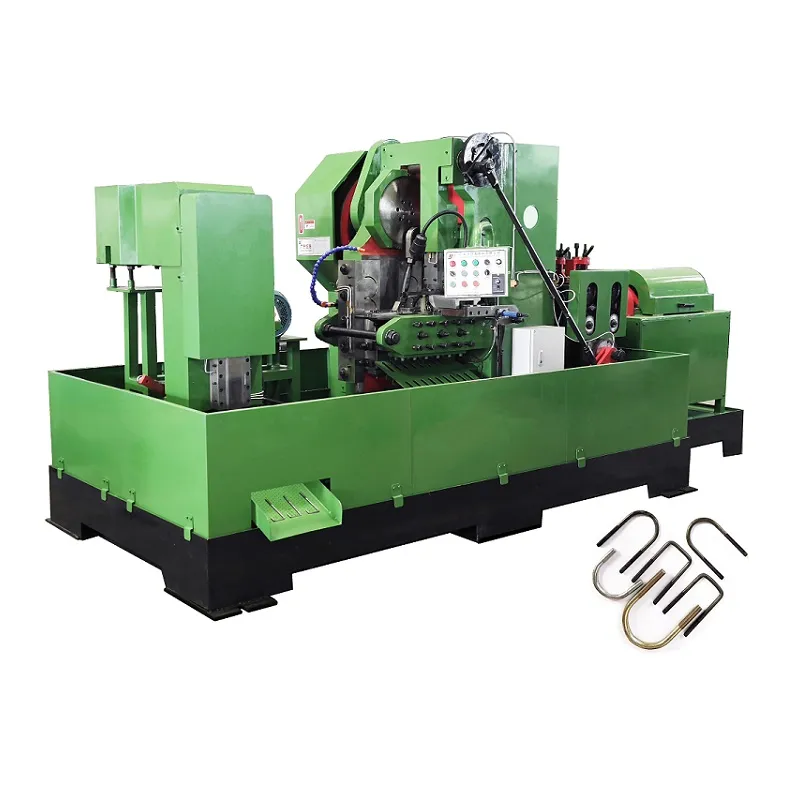
На переднем крае разработки такого высокоточного оборудования находится компания ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная организация специализируется на создании скоростных устройств для формовки крепежа, которые становятся основой современных производственных линий. Продуктовый портфель компании охватывает широкий спектр решений: от аппаратов для формирования болтов, гаек и головок шурупов до шлифовальных машин и оборудования для нестандартных деталей, включая уникальные двух- и многоударные холодновысадочные автоматы, а также специализированные модели для U-образных болтов. Оборудование «Тэнфэн», широко применяемое в автомобильной, металлургической и электронной отраслях, отличается высокой стабильностью, интеллектуальным управлением и возможностью персонализации, предлагая клиентам по всему миру комплексные решения «под ключ» — от обработки проволоки до получения готового изделия.
Следующим этапом после высадки является нарезка резьбы. На автоматических линиях эту функцию выполняют резьбонакатные автоматы, работающие в паре с высадочными машинами. Принцип плоской или цилиндрической накатки позволяет формировать резьбу методом пластической деформации, а не снятия стружки. Это не только ускоряет процесс, но и делает резьбу более прочной, так как волокна металла не перерезаются, а обтекают профиль резьбы. Синхронизация между высадкой и накаткой осуществляется через транспортные системы, часто представляющие собой вибролотки или конвейерные ленты с системой ориентации деталей.
После формирования геометрической формы винты направляются на термообработку. Хотя этот этап часто вынесен в отдельный модуль из-за высоких температур, в полностью интегрированных линиях он управляется единым контроллером. Закалка и отпуск необходимы для придания винту требуемых механических свойств (твердости, вязкости). Автоматические печи с контролируемой атмосферой предотвращают окисление поверхности и обеспечивают равномерный прогрев каждой партии.
Завершающие этапы включают гальваническое покрытие или нанесение других защитных слоев, а также финальный контроль качества и упаковку. Здесь на первый план выходят системы автоматической сортировки и оптической инспекции, которые отсеивают малейшие отклонения. Готовая продукция автоматически фасуется в коробки, взвешивается и маркируется, после чего паллетируется роботами-манипуляторами. Вся эта цепочка, объединенная в единую автоматическую линию производства винтов, позволяет выпускать миллионы единиц продукции ежесуточно с минимальным вмешательством оператора.
Технологии обеспечения скорости: как достигается максимальная производительность
Скорость производства является одним из главных экономических показателей для изготовителя крепежа. В условиях высокой конкуренции и низких маржинальных прибылей на массовые позиции винтов, каждая дополнительная деталь в минуту напрямую влияет на рентабельность предприятия. Но как современным линиям удается достигать таких скоростей, которые были немыслимы еще 20 лет назад?
Первым фактором является совершенствование кинематики самих станков. Использование прямых приводов и сервомоторов вместо традиционных механических трансмиссий с маховиками и сцеплениями позволило значительно увеличить частоту ходов. Сервоприводы обеспечивают точное позиционирование инструмента в любые моменты времени, позволяя оптимизировать диаграмму движения пуансонов и матриц. Это сокращает время холостого хода и позволяет выполнять сложные операции формовки за меньшее время цикла.
Вторым критическим аспектом является система подачи и ориентации заготовок. На высоких скоростях традиционные механические питатели становятся узким местом. Современные линии используют интеллектуальные вибролотки с адаптивной частотой колебаний и системы пневматической транспортировки. Датчики отслеживают плотность потока деталей и автоматически регулируют скорость подачи, предотвращая заторы («пробки») на входе в резьбонакатный автомат, которые могли бы привести к поломке дорогостоящего инструмента.
Третий элемент скоростного прорыва — быстрая переналадка (SMED — Single Minute Exchange of Die). В прошлом смена ассортимента выпускаемых винтов могла занимать несколько часов, так как требовалась ручная регулировка десятков параметров. Современные автоматические линии производства винтов, оснащенные передовыми системами цифровой настройки, позволяют решить эту проблему эффективно. Оператор выбирает рецепт изделия в сенсорной панели, и сервоприводы автоматически выставляют положения инструментов, длину подачи проволоки и усилие запрессовки. Механическая замена матриц и пуансонов также ускорена благодаря использованию быстрозажимных механизмов и стандартизированных блоков инструмента. Это позволяет производить мелкие партии специфических винтов экономически целесообразно, не теряя преимуществ массового производства.
Не менее важна надежность компонентов. Высокая скорость бессмысленна, если линия останавливается каждые 15 минут из-за перегрева или поломки. Производители оборудования используют специальные сплавы для инструмента, системы внутреннего охлаждения матриц и принудительной смазки, что позволяет работать в непрерывном режиме сутками. Прогнозирующее обслуживание, основанное на анализе вибрации и температуры узлов, предупреждает оператора о необходимости замены компонента до того, как произойдет аварийная остановка.
Наконец, интеграция всех участков в единую сеть устраняет простои между операциями. Если термообработка или гальваника традиционно были «бутылочным горлышком», то современные поточные методы, такие как непрерывные печи и барабанные гальванические линии с автоматической загрузкой, синхронизированы со скоростью холодной высадки. Балансировка линии — это искусство, которое решается математическими моделями еще на этапе проектирования, обеспечивая равномерный поток продукции от сырья до готовой коробки.
Точность как стандарт: роль метрологии и систем контроля качества
Если скорость определяет экономику производства, то точность определяет его репутацию и безопасность. Винт, имеющий даже микроскопические отклонения в шаге резьбы или угле конусности, может стать причиной катастрофы в авиации, автомобилестроении или строительстве. Поэтому понятие «точность» в контексте автоматических линий выходит далеко за рамки простых допусков чертежа.
Фундаментом точности является стабильность самого процесса холодной высадки и накатки резьбы. Современные станки изготавливаются из чугуна специальных марок с высокой демпфирующей способностью, что гасит вибрации, неизбежно возникающие при высокоскоростных ударах. Жесткость станины и прецизионная шлифовка направляющих гарантируют, что инструмент движется строго по заданной траектории миллион за миллионом циклов. Температурная компенсация, встроенная в систему ЧПУ, учитывает тепловое расширение металла станка в процессе работы, автоматически внося коррективы в позиционирование.
Однако механическая точность станка — это лишь половина дела. Ключевую роль играют системы автоматического контроля качества (AQI), встроенные непосредственно в поток производства. В отличие от выборочного контроля, который практиковался ранее (когда лаборант раз в час брал пробу и нес ее в измерительную лабораторию), современные линии реализуют принцип 100% инспекции.
Системы машинного зрения (Machine Vision) являются глазами автоматической линии. Высокоскоростные камеры с телецентрической оптикой фотографируют каждый проходящий винт с нескольких ракурсов. Специализированное программное обеспечение анализирует изображение в реальном времени, проверяя десятки параметров: наличие всех граней головки, глубину шлица, целостность резьбы, отсутствие трещин, наличие покрытия и даже цветовые отклонения. Если система обнаруживает дефект, она подает сигнал на пневматический отсекатель, который мгновенно удаляет бракованную деталь из потока, не останавливая линию. Данные о количестве и типах брака накапливаются и анализируются, позволяя оператору видеть тренды и предотвращать массовый выпуск дефектной продукции.
Для контроля механических свойств, таких как твердость и крутящий момент на срыв, используются автоматические тестеры, интегрированные в линию. Они периодически (или непрерывно, в зависимости от конфигурации) отбирают образцы, проводят испытания и сверяют результаты с заданными стандартами (например, ISO 898). При выходе параметров за допустимые пределы линия может автоматически остановиться или перевести продукцию в карантинную зону.
Важно отметить, что высокая точность невозможна без качественного сырья. Автоматические линии часто оснащаются входным контролем проволоки: лазерные микрометры измеряют диаметр проволоки с точностью до микрона перед подачей в станок. Если диаметр отклоняется, система либо корректирует настройки высадки, либо блокирует подачу, предотвращая порчу инструмента и выпуск брака.
Таким образом, автоматическая линия производства винтов превращается в саморегулирующуюся систему, где обратная связь от систем контроля постоянно корректирует исполнительные механизмы. Это обеспечивает стабильность качества, которая недостижима при ручном или полуавтоматическом производстве, и дает заказчикам уверенность в том, что каждый винт в партии соответствует строжайшим международным стандартам.
Экономическая эффективность и стратегические преимущества внедрения
Переход на полностью автоматизированное производство требует значительных капитальных вложений. Стоимость современной высокопроизводительной линии может исчисляться миллионами долларов. Однако детальный анализ совокупной стоимости владения (TCO) показывает, что в среднесрочной и долгосрочной перспективе такие инвестиции являются не просто оправданными, а единственно возможным путем развития для крупных игроков рынка.
Первым и самым очевидным фактором экономической эффективности является снижение трудозатрат. Одна автоматическая линия, обслуживаемая одним оператором (а иногда и вовсе работающая в режиме «темного цеха» без постоянного присутствия людей), может заменить десятки рабочих мест на устаревшем оборудовании. Это не только снижает фонд оплаты труда, но и устраняет риски, связанные с «человеческим фактором»: усталостью, невнимательностью, текучестью кадров и необходимостью длительного обучения персонала. Квалифицированный наладчик нужен, но его работа смещается от рутинного контроля к аналитике и оптимизации процессов.
Второй важный аспект — экономия материала. Точная дозировка проволоки, отсутствие перерасхода на припуски для последующей механической обработки (так как используется метод холодной высадки) и минимизация брака благодаря системам раннего обнаружения дефектов приводят к существенному снижению расхода металла на единицу продукции. В масштабах миллионов тонн стали в год эта экономия становится колоссальной.
Третий фактор — энергоэффективность. Современные электродвигатели классов IE3 и IE4, рекуперация энергии торможения, оптимизированные циклы нагрева печей и умное управление освещением и вентиляцией цеха позволяют снизить удельное потребление электроэнергии. Кроме того, высокая скорость производства означает, что оборудование работает меньше времени для выпуска того же объема продукции, что также снижает энергозатраты.
Стратегическое преимущество заключается в гибкости и скорости реакции на рынок. Способность быстро перенастраивать автоматическую линию производства винтов под новые заказы позволяет производителю оперативно реагировать на изменения спроса, брать срочные заказы и осваивать нишевые продукты с высокой добавленной стоимостью. Это создает мощный барьер для входа конкурентов, использующих старые технологии.
Нельзя забывать и о репутационном факторе. Крупные заказчики из автомобильной и аэрокосмической отраслей требуют от поставщиков сертификатов соответствия строгим стандартам качества (IATF 16949, AS9100). Наличие полностью автоматизированного производства с прослеживаемостью каждой партии и статистическим контролем процессов является обязательным условием для попадания в цепочки поставок таких гигантов. Без автоматизации выход на эти рынки практически закрыт.
Наконец, автоматизация улучшает условия труда и безопасность. Исключение человека из зоны работы тяжелых механизмов, горячих печей и химических ванн сводит к нулю риск производственного травматизма и профессиональных заболеваний. Это не только этический императив, но и способ снижения страховых выплат и юридических рисков для компании.
Вызовы внедрения и будущие тенденции развития отрасли
Несмотря на очевидные преимущества, путь к полной автоматизации тернист. Предприятия сталкиваются с рядом серьезных вызовов. Первым из них является сложность интеграции разнородного оборудования. Линия часто состоит из станков разных производителей, систем контроля сторонних разработчиков и транспортных систем, созданных по индивидуальному заказу. Обеспечение их бесшовной коммуникации требует глубоких инженерных знаний и использования открытых промышленных протоколов (OPC UA, MQTT).
Другой проблемой является дефицит квалифицированных кадров. Эксплуатация и обслуживание высокотехнологичных линий требуют специалистов нового типа: инженеров-мехатроников, программистов ПЛК, специалистов по анализу данных. Рынок труда испытывает острую нехватку таких кадров, что вынуждает компании инвестировать в собственные учебные центры и программы переподготовки.
Высокие требования к качеству сырья также становятся ограничивающим фактором. Автоматическая линия не сможет произвести качественный винт из проволоки с нестабильными механическими свойствами или отклонениями в химическом составе. Это заставляет производителей крепежа теснее сотрудничать с металлургическими комбинатами и ужесточать входной контроль.
Глядя в будущее, можно выделить несколько ключевых тенденций, которые будут формировать облик производства винтов в ближайшие десятилетия. Первая тенденция — углубление цифровизации и создание «Цифровых двойников» (Digital Twins). Виртуальная копия физической линии позволит моделировать процессы, прогнозировать поломки, оптимизировать режимы работы и тестировать новые изделия без остановки реального производства и риска поломки инструмента.
Вторая тенденция — использование искусственного интеллекта (ИИ) для самообучения систем контроля качества. Вместо того чтобы программировать правила обнаружения дефектов вручную, нейросети будут обучаться на тысячах изображений, самостоятельно выявляя новые, ранее неизвестные типы дефектов и адаптируясь к изменениям в освещении или загрязнении линз.
Третье направление — устойчивое развитие и экологичность. Будущие линии будут проектироваться с учетом принципов циркулярной экономики: минимизация отходов, использование биоразлагаемых смазок, замкнутые циклы водопользования в гальванике и применение вторичного сырья там, где это допускают стандарты прочности.
Также ожидается рост популярности аддитивных технологий для производства самого инструмента (матриц и пуансонов). 3D-печать из сверхпрочных сплавов позволит создавать инструменты со сложной внутренней системой охлаждения и каналами для смазки, что еще больше повысит скорость и ресурс оборудования.
В заключение, можно сказать, что автоматическая линия производства винтов перестала быть просто набором механизмов для штамповки металла. Она превратилась в высокотехнологичный комплекс, сочетающий в себе достижения механики, электроники, информатики и материаловедения. Скорость и точность, которые она обеспечивает, являются драйверами прогресса всей мировой промышленности. Для компаний, стремящихся лидировать на рынке крепежных изделий, инвестиция в такие системы является не вопросом выбора, а необходимостью выживания в эпоху Индустрии 4.0. Будущее принадлежит тем, кто сможет наиболее эффективно объединить мощь автоматизации с интеллектом человека, создавая продукцию, которая держит мир вместе.




-


-


-
Пожалуйста, оставьте нам сообщение






