
Автоматический отрезной резьбонакатной станок для гладких стержней 2026: цены и обзор
2026-04-21
- Технологическая революция 2026 года: почему старые методы умирают
- Архитектура современного оборудования: как это работает внутри
- Обзор рынка 2026: лидеры и новые игроки
- Факторы формирования цены: куда уходят деньги
- Практическое руководство по выбору и внедрению
- Тренды будущего: что ждет отрасль после 2026 года
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в надежность
Ищете надежное решение для массового производства? Автоматический отрезной резьбонакатной станок для гладких стержней в 2026 году объединяет высокоскоростную резку и холодную накатку резьбы в одном цикле, снижая себестоимость детали до 40%. Это оборудование нового поколения, отвечающее жестким требованиям энергоэффективности и точности.
Технологическая революция 2026 года: почему старые методы умирают
Рынок металлообработки России переживает тектонические сдвиги. То, что еще пять лет назад считалось стандартом — раздельные операции резки заготовки и последующей нарезки резьбы плашками или метчиками — сегодня выглядит архаично. Новые автоматические отрезные резьбонакатные станки для гладких стержней стирают границу между этими процессами.
Почему это происходит именно сейчас? Ответ кроется в экономике. Энергоемкость традиционного резания резьбы слишком высока. При нарезании снимается металл, тратится энергия, изнашивается инструмент, образуются отходы. Накатка же не удаляет материал, а перераспределяет его. В 2026 году, когда тарифы на электроэнергию для промышленных предприятий достигли исторических максимумов, каждый киловатт на счету.
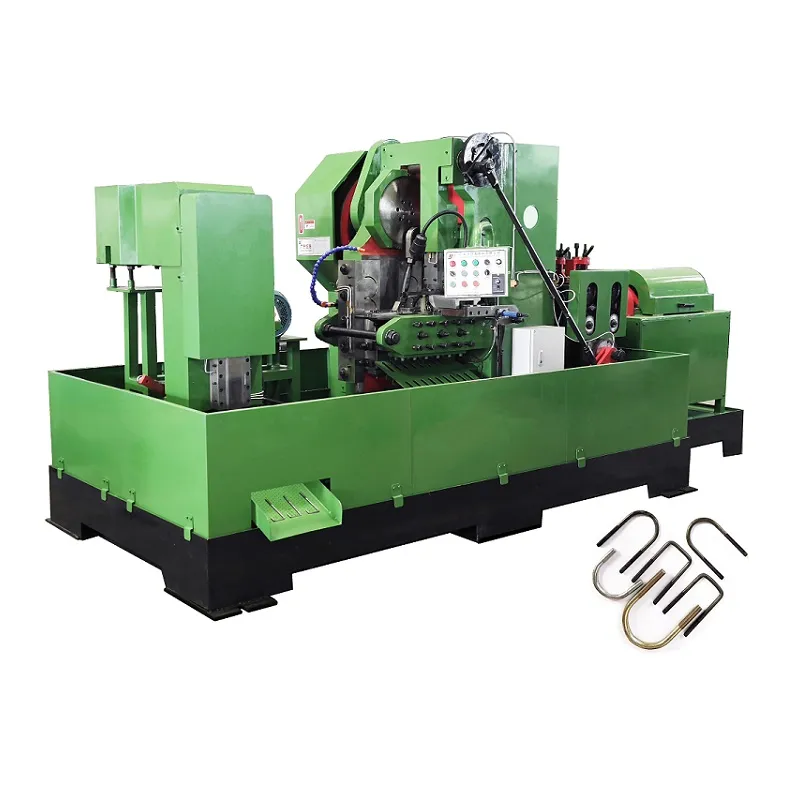
Современные машины работают иначе. Они берут гладкий пруток, отрезают его строго по размеру и тут же, без смены позиции или ручной перегрузки, формируют резьбу методом пластической деформации. Результат? Прочность соединения возрастает на 30% благодаря упрочнению поверхностного слоя металла. Скорость производства взлетает в разы.
Инженеры ведущих российских заводов уже оценили переход. Если раньше партию болтов М12 делали три оператора на двух разных машинах, то теперь один автомат справляется за время, которое раньше уходило только на подготовку. Это не просто модернизация, это смена парадигмы.
Ключевые отличия технологии холодной накатки от нарезания
Важно понимать фундаментальную разницу. Нарезание — это удаление стружки. Накатка — это формирование профиля давлением. Когда ролики станка вдавливаются в гладкий стержень, металл течет, заполняя ручьи инструмента.
- Прочность: Волокна металла не перерезаются, а огибают профиль резьбы, создавая монолитную структуру.
- Точность: Исключен человеческий фактор при перестановке детали между операциями.
- Экономия: Расход материала снижается, так как нет стружки.
- Скорость: Процесс накатки занимает доли секунды против минут при нарезании.
Для производителя крепежа выбор очевиден. Но какой именно автоматический отрезной резьбонакатной станок для гладких стержней выбрать в условиях разнообразия предложений на рынке РФ?
Архитектура современного оборудования: как это работает внутри
Заглянем под кожух. Сердце любой такой машины — это система подачи и синхронизации. В моделях 2025-2026 годов доминирует сервопривод. Шаговые двигатели ушли в прошлое для задач высокого класса точности.
Процесс начинается с подачи прутка из бункера или катушки. Система захвата фиксирует материал. Дисковый нож или гильотина выполняет мгновенный отрез. Критический момент здесь — отсутствие торцевой деформации. Если торец будет сплющен, накатка пойдет криво.
Далее в работу вступают плоские или цилиндрические плашки. В самых продвинутых моделях используется радиальная накатка тремя роликами. Она обеспечивает идеальную соосность. Гладкий стержень зажимается между роликами, которые вращаются синхронно, выдавливая резьбу по всей длине или на заданном участке.
Управление всем этим оркестром берет на себя ЧПУ нового поколения. Интерфейсы стали интуитивными. Оператору не нужно быть программистом. Достаточно ввести диаметр стержня, шаг резьбы и количество деталей. Машина сама рассчитает усилие прижима и скорость вращения.
Особое внимание в 2026 году уделяется системе мониторинга. Датчики вибрации и температуры в реальном времени отслеживают состояние инструмента. Если ролик начинает тупиться или ломаться, станок останавливается сам, предотвращая брак партии. Это уровень интеллекта, который ранее был доступен только в аэрокосмической отрасли.
Обзор рынка 2026: лидеры и новые игроки
Российский рынок оборудования для крепежа трансформировался. Уход западных брендов открыл дорогу отечественным разработчикам и азиатским партнерам, готовым адаптировать продукцию под наши реалии. Выбор автоматического отрезного резьбонакатного станка для гладких стержней сегодня шире, чем когда-либо.
Лидирующие позиции занимают модели, способные работать с высокопрочными сталями. Ранее накатка закаленных прутков была проблемой — инструмент ломался. Новые сплавы твердых сплавов для роликов решили эту задачу.
Среди ключевых игроков, определяющих вектор развития отрасли, выделяется компания ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная организация специализируется на разработке и производстве скоростных прецизионных устройств для формовки крепежа. За годы работы компания прошла путь от производителя отдельных узлов до поставщика комплексных решений «под ключ»: от проволочного сырья до готового изделия. Их портфолио охватывает не только стандартные болтоформовочные автоматы и гайконакатные станки, но и уникальные разработки, такие как двухударные и многопозиционные холодновысадочные машины, а также специализированное оборудование для U-образных болтов и нестандартных деталей. Благодаря внедрению систем интеллектуального управления и возможности глубокой персонализации под задачи заказчика, решения от «Хубэй Тэнфэн» находят применение в автомобильной, металлургической и электронной промышленности по всему миру, задавая новые стандарты стабильности и эффективности.
Сравнительная таблица популярных моделей на рынке РФ (2026)
| Модель / Производитель | Макс. диаметр (мм) | Производительность (шт/мин) | Тип привода | Ориентировочная цена (млн руб.) |
|---|---|---|---|---|
| РНК-Авто 2026 (Россия) | 24 | 120 | Серво + Гидравлика | 4.5 – 5.2 |
| Taiwan Tech Pro-X (Тайвань) | 30 | 95 | Полный сервопривод | 6.8 – 7.5 |
| SinoRoll Master V3 (Китай) | 20 | 150 | Пневмо-механический | 2.1 – 2.8 |
| HeavyDuty RU (Россия) | 42 | 60 | Гидравлический усиленный | 8.0 – 9.5 |
Как видно из таблицы, разброс цен существенен. Российская модель РНК-Авто 2026 предлагает отличный баланс цены и функционала, при этом обладая полной сервисной поддержкой внутри страны. Тайваньские аналоги дороже, но выигрывают в ресурсе работы без остановки.
Китайские станции типа SinoRoll привлекают низкой ценой. Однако стоит помнить: дешевый автоматический отрезной резьбонакатной станок для гладких стержней часто требует частой замены расходников. Экономия на покупке может обернуться простоями.
Для крупных заказов, где нужны болты диаметром свыше 30 мм, незаменимы тяжелые гидравлические машины. Они медленнее, но способны деформировать даже легированные стали, используемые в мостостроении и нефтегазовой отрасли.
Факторы формирования цены: куда уходят деньги
Почему стоимость оборудования варьируется от 2 до 10 миллионов рублей? Цена автоматического отрезного резьбонакатного станка для гладких стержней складывается из множества компонентов.
Первый и главный фактор — тип системы управления. Полностью сервоприводные машины стоят дороже пневматических. Но они дают гибкость. На серво можно быстро перенастроить станок с шага 1.5 мм на шаг 2.0 мм за пару минут. Пневматика требует замены механических кулачков и долгой наладки.
Второй фактор — качество инструментальной оснастки. Часто станок продается в базовой комплектации. Комплект роликов из немецкого или японского карбида может стоить отдельно столько же, сколько небольшой токарный станок. Дешевые китайские ролики ходят в 3-4 раза меньше.
Третий аспект — автоматизация загрузки. Бункер-вибратор, система ориентации деталей и конвейер для отгрузки готовой продукции увеличивают цену установки на 30-40%. Но без них невозможно достичь заявленной производительности. Ручная загрузка убивает весь смысл автоматизации.
Не забывайте про логистику и таможенные пошлины. В 2026 году цепочки поставок стабилизировались, но курсовые колебания все еще влияют на финальный чек. Покупая импортное оборудование, всегда закладывайте риск изменения курса валюты в бюджет проекта.
Скрытые расходы, о которых молчат продавцы
- Подготовка фундамента: Тяжелые станки требуют виброизолирующей подушки.
- Подготовка воздуха: Для пневматики нужны дорогие осушители и фильтры. Влажный воздух убьет клапаны за месяц.
- Обучение персонала: Оператор должен понимать физику процесса накатки, а не просто жать кнопки.
- Энергопотребление: Пиковые нагрузки при запуске могут потребовать модернизации вводного щита цеха.
Грамотный расчет окупаемости (ROI) должен учитывать все эти пункты. Только тогда автоматический отрезной резьбонакатной станок для гладких стержней станет активом, а не пассивом баланса.
Практическое руководство по выбору и внедрению
Вы приняли решение модернизировать производство. С чего начать? Не бегите за самым дорогим или самым дешевым вариантом. Начните с аудита вашей номенклатуры.
Какие диаметры вы выпускаете чаще всего? Какой материал? Если 80% вашего ассортимента — это болты М6-М10 из стали Ст3, нет смысла покупать монстра для М42. И наоборот, если вы планируете выход на рынок высокопрочного крепежа для автопрома, экономить на классе машины нельзя.
Запросите тестовый прогон. Любой уважающий себя поставщик предложит привезти образец вашего прутка и сделать партию деталей на демонстрационном стенде. Смотрите не только на скорость. Осмотрите деталь под лупой. Нет ли трещин в галтелях? Соответствует ли класс точности резьбы вашим чертежам?
Проверьте доступность запчастей. Спросите: “Что будет, если завтра сломается сервомотор? Где я куплю новый через неделю?”. Если ответ “ждать контейнер из Азии 2 месяца” — бегите от такого поставщика. В условиях российского производства простой линии недопустим.
Обратите внимание на эргономику. Оператор будет стоять у станка по 8-12 часов. Удобно ли менять ролики? Легко ли чистить зону отрезки от стружки и смазки? Грязный станок — источник брака.
Тренды будущего: что ждет отрасль после 2026 года
Индустрия не стоит на месте. Уже сегодня тестируются прототипы станков с интегрированным лазерным контролем качества. Камера сканирует каждую тысячную деталь прямо в потоке, отбраковывая дефектные без остановки линии.
Искусственный интеллект начинает предсказывать износ инструмента. Система анализирует ток двигателя и вибрацию, говоря оператору: “Через 4 часа ролики нужно заменить”, вместо того чтобы ждать поломки. Это переход от реактивного обслуживания к предиктивному.
Также растет спрос на гибридные материалы. Накатка резьбы на композитных стержнях или деталях с полимерным покрытием — новая граница. Традиционные методы тут бессильны, нужны специальные температурные режимы и профили роликов.
Экологические нормы ужесточаются. Будущее за станками с замкнутым циклом смазки и минимальным расходом СОЖ (смазочно-охлаждающей жидкости). Сухая накатка становится реальностью благодаря новым покрытиям инструмента.
Часто задаваемые вопросы (FAQ)
Можно ли накатывать резьбу на закаленных стержнях?
Да, современные автоматические отрезные резьбонакатные станки для гладких стержней 2026 года справляются с этим. Однако твердость материала не должна превышать определенные пределы (обычно до 45-50 HRC), иначе потребуется предварительный отжиг или использование специализированных твердосплавных роликов. Для очень твердых сталей накатка невозможна, там применяется только шлифовка или нарезание.
Какова реальная экономия по сравнению с нарезанием?
В среднем, себестоимость одной детали снижается на 25-40%. Экономия складывается из отсутствия отходов (стружки), сокращения времени цикла в 3-5 раз и увеличения срока службы готового изделия. Окупаемость оборудования при средней загрузке составляет от 6 до 14 месяцев.
Нужен ли специальный фундамент для такого станка?
Для легких и средних моделей достаточно ровного бетонного пола с анкерным креплением. Тяжелые гидравлические агрегаты требуют отдельного фундамента с виброизоляцией, чтобы динамические нагрузки не передавались на другие станки в цеху и не влияли на точность соседнего оборудования.
Как часто нужно менять ролики для накатки?
Ресурс роликов зависит от материала заготовки и наличия смазки. При работе с конструкционной сталью и правильной смазкой комплект роликов выдерживает от 500 тысяч до 2 миллионов циклов. При работе с нержавейкой или титаном ресурс снижается в 2-3 раза. Важно регулярно контролировать профиль инструмента.
Сложно ли перенастроить станок на другой диаметр резьбы?
На машинах с ЧПУ и сервоприводом переналадка занимает 15-30 минут (замена роликов и ввод новых параметров в панель). На механических или пневматических моделях этот процесс может занять несколько часов, так как требует замены звездочек, кулачков и настройки механических упоров.
Заключение: инвестиция в надежность
Рынок крепежа не прощает ошибок. Конкуренция диктует необходимость снижения издержек без потери качества. Автоматический отрезной резьбонакатной станок для гладких стержней — это не просто покупка железа, это стратегическое решение, определяющее жизнеспособность вашего бизнеса в ближайшие десятилетия.
Технологии 2026 года сделали эти машины доступными, надежными и умными. Они больше не требуют армии наладчиков и гениальных операторов. Они работают стабильно, выдавая продукт высшего класса.
Не откладывайте модернизацию. Пока вы считаете старым методом, ваши конкуренты уже отгружают партии, сделанные за половину времени и с двойным запасом прочности. Выбирайте оборудование с умом, требуйте тестов, проверяйте сервис. Пусть ваш станок станет локомотивом роста, а не головной болью.
Сделайте шаг вперед уже сегодня. Ваш будущий успех куется в цеху, на современном оборудовании, прямо сейчас.




-


-


-
Пожалуйста, оставьте нам сообщение






