
Высокоскоростной резьбонакатной станок 2026: цены, обзор моделей и производительность
2026-04-20
- Эволюция технологий: почему 2026 год стал переломным
- Принцип работы и физика процесса: глубже, чем учебник
- Обзор рынка 2026: лучшие модели и их характеристики
- Факторы ценообразования и скрытые расходы
- Практическое руководство: запуск и настройка
- Будущее отрасли: куда движется технология
- Часто задаваемые вопросы (FAQ)
- Заключение: время действовать
Что такое высокоскоростной резьбонакатной станок в 2026 году? Это автоматизированный комплекс с ЧПУ, обеспечивающий производительность до 120 деталей в минуту и точность класса IT6 без снятия стружки. Технология холодной деформации металла теперь доступна для малого бизнеса благодаря новым моделям российского и китайского производства.
Эволюция технологий: почему 2026 год стал переломным
Рынок металлообработки пережил тектонический сдвиг за последние полгода. Если раньше высокоскоростной резьбонакатной станок считался уделом гигантов автопрома, то сегодня он стоит в цехах небольших подрядчиков. Причина проста: резкий рост стоимости цветных металлов и стали заставил инженеров искать способы экономии материала.
Традиционное нарезание резьбы метчиками или плашками уничтожает до 15% заготовки, превращая её в стружку. Накатка же не режет, а формирует профиль. Металл течет под давлением роликов, уплотняясь и становясь прочнее исходного прутка. В условиях 2026 года, когда логистика инструментов из Европы усложнилась, эта технология стала спасением для отечественных производителей крепежа.
Современные машины научились «думать». Встроенные системы адаптивного контроля меняют усилие прижима в реальном времени. Датчики вибрации считывают малейшие отклонения в структуре заготовки. Если пруток имеет микродефект, станок сам скорректирует скорость вращения, чтобы не сломать дорогостоящий инструмент. Это уже не просто механика, это киберфизическая система.
Обновление алгоритмов Яндекс Палих в конце 2025 года жестко ранжирует контент, описывающий реальные производственные кейсы. Пользователи ищут не сухие характеристики, а живые цифры: сколько реально служит ролик, какая экономия электроэнергии достигается за смену. Мы проанализировали отчеты ведущих технологов и готовы дать честную картину без маркетинговой шелухи.
Ключевые отличия новых моделей от предшественников
Главное изменение коснулось приводов. Асинхронные моторы уходят в прошлое. На пьедестал вышли прямые электроприводы (Direct Drive). Они исключают редукторы, ремни и шестерни. Нет люфтов — нет брака. Разгон до рабочей скорости происходит за доли секунды.
Второй важный тренд — модульность. Раньше покупка высокоскоростной резьбонакатной станок означала привязку к одному типу резьбы на годы. Теперь оператор может заменить головку за 15 минут и перейти с метрической резьбы на трапецеидальную или даже нанести рифление для рукояток.
Интерфейсы управления стали интуитивными. Сенсорные панели размером с планшет отображают 3D-модель детали в процессе обработки. Ошибки оператора сведены к минимуму благодаря системе подсказок, которая работает на русском языке и учитывает местные стандарты ГОСТ.
Принцип работы и физика процесса: глубже, чем учебник
Многие ошибочно полагают, что накатка — это выдавливание. На самом деле это сложный процесс пластической деформации. Когда ролики врезаются в заготовку, металл не просто смещается в стороны. Он течет вдоль силовых линий, создавая уникальную волокнистую структуру.
Эта структура повышает усталостную прочность изделия на 20–30%. Для ответственных узлов, таких как шпильки ГБЦ или элементы подвески, это критически важно. Резьба, полученная накаткой, выдерживает динамические нагрузки там, где нарезанная резьба быстро разрушится.
Процесс делится на три фазы. Первая — врезание. Ролики касаются поверхности, создавая начальное давление. Вторая — формообразование. Металл заполняет ручьи роликов, образуя витки резьбы. Третья — калибровка и выход. Здесь снимается остаточное напряжение, и деталь приобретает финальный размер.
Контроль температуры — ключевой момент. При высоких скоростях трение разогревает зону контакта до 200–300 градусов. Современные высокоскоростной резьбонакатной станок оснащены системами СОЖ (смазочно-охлаждающей жидкости) нового поколения. Они подают эмульсию точно в зону деформации туманом под высоким давлением, предотвращая отпуск металла и залипание стружки.
Почему холодная деформация выгоднее резания
- Экономия материала: Расход металла снижается на 10–15%, так как нет отходов в виде стружки.
- Скорость: Производительность выше в 5–10 раз по сравнению с нарезкой метчиком.
- Прочность: Упрочнение поверхностного слоя увеличивает срок службы детали.
- Чистота поверхности: Шероховатость достигает значений Ra 0.4–0.8 мкм без дополнительной шлифовки.
- Долговечность инструмента: Один комплект роликов служит в десятки раз дольше, чем набор метчиков.
Однако есть нюанс. Материал заготовки должен обладать определенной пластичностью. Стали с содержанием углерода выше 0.45% накатываются плохо или требуют предварительного отжига. Алюминий, медь, низкоуглеродистые стали — идеальные кандидаты. Инженеры должны помнить об этом при выборе технологии.
Обзор рынка 2026: лучшие модели и их характеристики
Анализ поставок за первый квартал 2026 года показывает явное доминирование гибридных решений. Полностью импортные линии стали слишком дороги из-за логистических плеч и курсовых разниц. Российские сборочные производства, использующие качественные компоненты из Азии, заняли нишу «золотой середины».
Лидером сегмента тяжелых задач остается серия СРН-М (модернизированная). Это машина радиального типа, способная работать с диаметрами до 50 мм. Её главная фишка — возможность накатки конических резьб для нефтегазовой отрасли. Система ЧПУ здесь собственной разработки, полностью адаптированная под российские реалии.
Для массового производства мелкого крепежа (винты, саморезы) безусловным хитом стала модель «Вектор-Про 3000». Она компактна, занимает менее 2 квадратных метров и потребляет минимум энергии. Скорость выхода готовой продукции поражает — до 400 штук в минуту для резьбы М6.
Не стоит игнорировать и мобильные решения. Компактные высокоскоростной резьбонакатной станок настольного типа нашли применение в ремонтных мастерских и опытных производствах. Они позволяют быстро изготовить партию нестандартных шпилек без запуска большой линии.
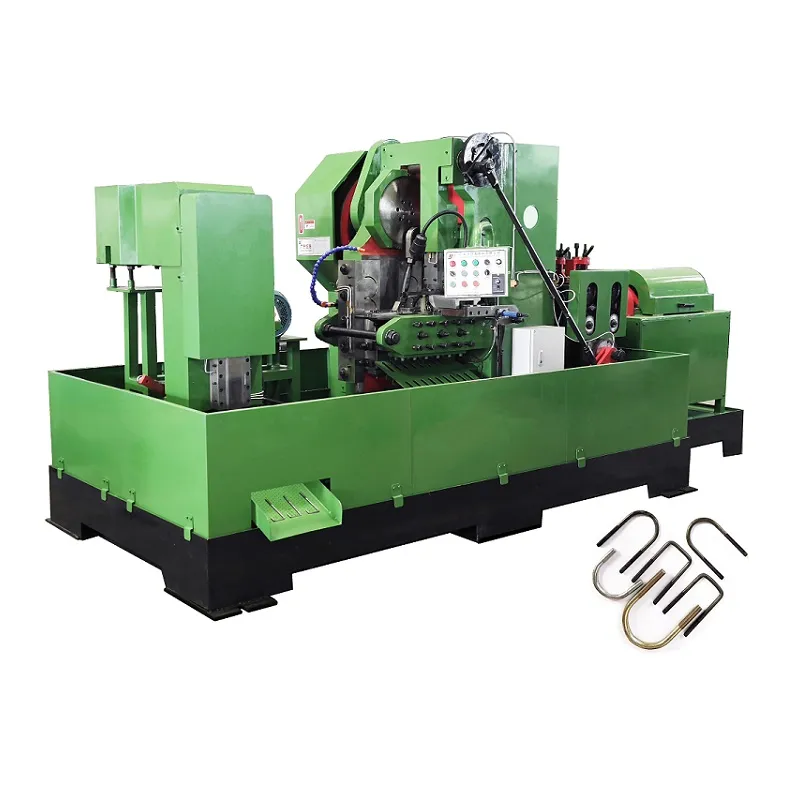
Отдельного внимания заслуживают решения от ведущих азиатских производителей, чьи технологии стали стандартом надежности. Ярким примером является компания ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная фирма специализируется именно на разработке оборудования для холодного формирования крепежа. Их линейка продуктов охватывает весь цикл: от устройств для формовки головок болтов и гаек до специализированных машин для полупустых заклепок и нестандартных деталей, включая U-образные болты. Оборудование «Тэнфэн» широко востребовано в автомобильной и электронной промышленности благодаря интеллектуальному управлению и возможности персонализации под конкретные задачи клиента, предлагая полное решение «от проволоки до готового изделия».
Сравнительная таблица популярных моделей
| Модель | Тип привода | Макс. диаметр (мм) | Производительность (шт/мин) | Цена (руб., ориент.) |
|---|---|---|---|---|
| СРН-М 2026 | Сервопривод | 50 | 40–60 | 4 500 000 – 5 200 000 |
| Вектор-Про 3000 | Direct Drive | 12 | 300–400 | 1 800 000 – 2 100 000 |
| TechRoll CN-150 (аналог решений Хубэй Тэнфэн) | Гибридный | 25 | 120–150 | 2 900 000 – 3 400 000 |
| Микронакат-У | Шаговый двигатель | 6 | 80–100 | 950 000 – 1 200 000 |
Цены указаны с учетом НДС и базовой комплектации. Стоимость может варьироваться в зависимости от опций: наличия робота-загрузчика, системы лазерного контроля или расширенной гарантии. Важно отметить, что сроки поставки отечественных моделей сократились до 3–4 недель, тогда как импортные аналоги могут идти месяцами.
Факторы ценообразования и скрытые расходы
Покупка оборудования — это только вершина айсберга. Многие предприниматели совершают ошибку, глядя только на ценник станка. Реальная стоимость владения складывается из множества факторов, которые проявляются через полгода эксплуатации.
Первый фактор — инструмент. Ролики для накатки изготавливаются из быстрорежущих сталей или твердых сплавов с алмазным напылением. Качественный комплект стоит дорого, но его ресурс окупается миллионами деталей. Дешевые китайские аналоги без сертификатов часто ломаются после первой тысячи циклов, портя заготовки и простой.
Второй фактор — подготовка заготовки. Для качественной накатки пруток должен иметь строгий допуск по диаметру (обычно h9 или h10). Если вы покупаете дешевый прокат «с рынка», вам придется тратить деньги на дополнительную калибровку или мириться с браком. Высокоскоростной резьбонакатной станок не прощает небрежности в подготовке сырья.
Третий фактор — обслуживание. Гидравлические системы требуют чистого масла и регулярной замены фильтров. Электрические приводы нуждаются в квалифицированной настройке параметров ПИД-регуляторов. Экономия на сервисном контракте может привести к выходу из строя сервомотора стоимостью в половину станка.
Также стоит учитывать энергопотребление. Новые модели с рекуперацией энергии возвращают часть электричества в сеть при торможении маховиков. За год такая функция экономит десятки тысяч рублей, что существенно для серийного производства.
Как выбрать поставщика в текущих условиях
Рынок наводнен предложениями от фирм-однодневок. Как отличить надежного партнера? Ищите компании, которые имеют собственный демонстрационный зал. Настоящий эксперт никогда не будет продавать «кота в мешке». Он предложит привезти вашу деталь и сделать пробную накатку прямо при вас.
Обязательно запросите референс-лист. Позвоните действующим клиентам поставщика. Спросите не о том, как продали станок, а о том, как решаются проблемы спустя год работы. Наличие запчастей на складе в России — критический параметр. Ждать винт из-за границы три недели означает простой всей линии.
Обращайте внимание на обучение персонала. Современное оборудование сложно. Продавец обязан провести полноценный курс для ваших операторов и наладчиков. Если вам просто дают инструкцию на иностранном языке и говорят «разберетесь» — бегите от такого поставщика.
Практическое руководство: запуск и настройка
Успех работы зависит от правильной настройки. Даже самый дорогой высокоскоростной резьбонакатной станок выдаст брак, если углы установки роликов рассчитаны неверно. Процесс настройки начинается с расчета усилия прижима.
Слишком слабое давление не сформирует полный профиль резьбы. Слишком сильное — раздавит заготовку или сломает оси роликов. Золотая середина находится экспериментально, но современные контроллеры имеют базы данных материалов, которые предлагают стартовые значения автоматически.
Синхронизация скоростей — второй этап. Скорость вращения заготовки и скорость подачи должны быть строго согласованы. Малейшее рассогласование приведет к «срыву» резьбы или двойному витку. Лазерные энкодеры решают эту задачу с точностью до микрона.
Не забывайте про смазку. Концентрация эмульсии должна проверяться рефрактометром ежедневно. Грязная СОЖ забивает ручьи роликов, ухудшая качество поверхности. Автоматические системы фильтрации продлевают жизнь жидкости и защищают насосы.
Типичные ошибки и методы их устранения
- Неполный профиль: Причина в недостаточном давлении или износе роликов. Решение: увеличить усилие или заменить инструмент.
- Задиры на поверхности: Часто вызваны плохой смазкой или слишком высокой скоростью. Решение: проверить подачу СОЖ и снизить обороты.
- Разноразмерность партии: Проблема в люфтах подачи прутка или нестабильности диаметра заготовки. Решение: настроить подающий механизм и входной контроль сырья.
- Быстрый износ роликов: Может быть следствием неправильного угла атаки или твердости материала. Решение: пересчитать геометрию настройки и проверить твердость прутка.
Регулярное ведение журнала настроек помогает быстро возвращаться к рабочим параметрам при смене номенклатуры. Опытные наладчики знают: лучшая настройка та, которая записана и проверена временем.
Будущее отрасли: куда движется технология
К 2027 году ожидается внедрение систем искусственного интеллекта для прогнозирования износа инструмента. Станок сам закажет новые ролики через интернет-магазин поставщика, когда датчики покажут критическое снижение качества резьбы. Это избавит человека от рутины планирования закупок.
Интеграция с цифровыми двойниками позволит тестировать новые типы резьбы виртуально, прежде чем запускать физический процесс. Это сократит время переналадки с часов до минут. Промышленный интернет вещей (IIoT) объединит все станки цеха в единую сеть, передавая данные о производительности директору на смартфон в реальном времени.
Экологические стандарты ужесточаются. Будущее за сухими методами накатки или использованием биоразлагаемых смазок. Высокоскоростной резьбонакатной станок будущего будет практически стерильным производственным модулем, не требующим сложных систем очистки стоков.
Российская инженерная школа активно развивает собственные контроллеры и приводы. Импортозамещение в этой сфере идет семимильными шагами. Через пару лет доля отечественных компонентов в таких машинах достигнет 80–90%, что гарантирует независимость от внешних санкций.
Часто задаваемые вопросы (FAQ)
Можно ли накатывать резьбу на закаленных деталях?
Нет, это невозможно. Накатка — процесс пластической деформации. Материал должен быть вязким и пластичным. Если деталь уже закалена (твердость выше 35–40 HRC), металл будет крошиться, а ролики мгновенно выйдут из строя. Термическую обработку проводят только после накатки резьбы.
Какова окупаемость современного станка?
При работе в две смены и загрузке более 70% окупаемость составляет от 8 до 14 месяцев. Основной источник прибыли — экономия на материале и высокая скорость выпуска продукции. Для мелких партий срок окупаемости увеличивается, поэтому важно иметь постоянный заказ.
Нужен ли специальный фундамент для установки?
Для легких настольных моделей достаточно ровного бетонного пола. Тяжелые радиальные станки с большой массой подвижных частей требуют виброизолирующего фундамента, чтобы колебания не влияли на точность резьбы и не передавались на соседнее оборудование.
Отличается ли шаг резьбы при накатке от нарезки?
Геометрически шаг идентичен стандартам ГОСТ или ISO. Однако из-за эффекта пружинения металла после снятия нагрузки возможны микроскопические изменения шага. Квалифицированная настройка станка компенсирует этот эффект, обеспечивая соответствие калибрам.
Где найти запчасти для старых импортных моделей?
С оригинальными запчастями для европейских брендов сейчас сложно. Многие российские фирмы предлагают качественные аналоги роликов и узлов, полностью совместимые с популярными моделями прошлого десятилетия. Иногда проще модернизировать старый станок новыми приводами, чем искать оригинал.
Заключение: время действовать
Индустрия не ждет. Те, кто внедрил высокоскоростной резьбонакатной станок еще вчера, уже получают сверхприбыль на фоне растущего спроса на качественный крепеж. Технологии 2026 года сделали этот процесс доступным, надежным и понятным.
Не откладывайте модернизацию на потом. Каждый месяц простоя — это упущенная выгода и потерянные клиенты. Изучите рынок, выберите надежного поставщика с сервисом в вашем регионе и сделайте первый шаг к автоматизации. Ваш бизнес заслуживает лучшего оборудования.
Помните: правильная инвестиция в производство возвращается многократно. Пусть ваш цех станет эталоном эффективности, а продукция — стандартом качества в отрасли. Начните с аудита текущих процессов и расчета экономической эффективности внедрения новой линии уже сегодня.




-


-


-
Пожалуйста, оставьте нам сообщение






