
Двухударный ковочный автомат с одной матрицей: секреты высокой производительности
2026-04-01
- Введение: Эволюция холодной высадки и место одностампельных двухударных автоматов
- Конструктивные особенности и принцип действия
- Технологические преимущества двухударной схемы
- Секреты высокой производительности: от настройки до эксплуатации
- Типичные проблемы и методы их решения
- Экономическая эффективность и область применения
- Роль современных производителей в развитии отрасли
- Перспективы развития и модернизация
- Заключение
Введение: Эволюция холодной высадки и место одностампельных двухударных автоматов
Современное машиностроение невозможно представить без технологий объемной штамповки, среди которых холодная высадка занимает особое место. Этот процесс позволяет получать высокопрочные изделия сложной формы с минимальными отходами металла и высокой скоростью производства. В сердце этого производственного цикла стоят специализированные машины — ковочные автоматы. Среди всего разнообразия оборудования особняком стоит класс машин, известных как двухударный ковочный автомат с одной матрицей. Несмотря на кажущуюся простоту конструкции по сравнению с многопозиционными прессами, именно эти агрегаты часто становятся фундаментом рентабельности для предприятий, выпускающих массовую крепежную продукцию, заклепки, оси и другие детали цилиндрической формы.
Почему же данная конфигурация остается актуальной в эпоху роботизированных линий и многоударных комплексов? Ответ кроется в уникальном балансе между стоимостью оборудования, гибкостью переналадки и способностью обеспечивать стабильно высокую производительность при изготовлении деталей определенной номенклатуры. Понимание принципов работы, технологических нюансов и скрытых резервов эффективности таких машин является ключом к оптимизации производственных процессов. В данной статье мы подробно разберем устройство, кинематику, технологические возможности и секреты эксплуатации, которые превращают обычный станок в источник высокой прибыли.
Конструктивные особенности и принцип действия
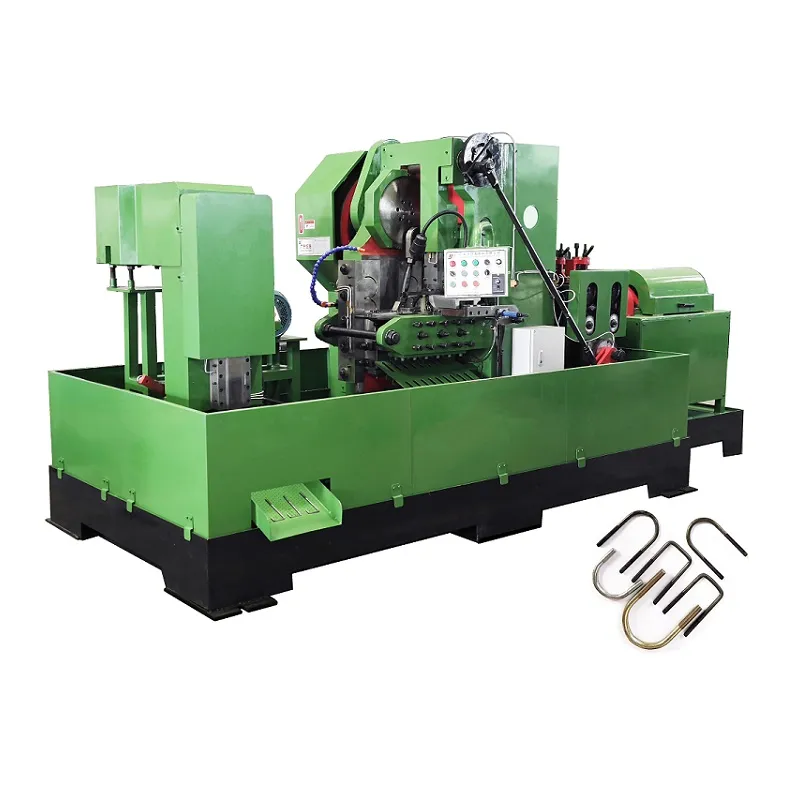
Чтобы раскрыть потенциал оборудования, необходимо глубоко понимать его механику. Двухударный ковочный автомат с одной матрицей представляет собой горизонтальный пресс, работающий по принципу последовательного формообразования заготовки в одном рабочем инструменте (матрице) с помощью двух независимых ударов пуансона. В отличие от одноударных машин, где форма изделия формируется за один проход, или многопозиционных автоматов, где заготовка перемещается через ряд матриц, здесь весь процесс деформации локализован в едином пространстве.
Основными узлами такой машины являются:
- Механизм подачи проволоки: Отвечает за точную дозировку длины заготовки. Точность отреза напрямую влияет на вес детали и качество заполнения матрицы.
- Отрезной механизм: Обычно выполнен в виде гильотины или дисковых ножниц, обеспечивающих чистый срез без заусенцев, что критично для последующей высадки.
- Транспортная система (захваты): Перемещает отрезанную заготовку из зоны реза в рабочую матрицу. Синхронизация захватов с движением пуансонов — самый ответственный этап цикла.
- Рабочая матрица: Единый инструмент, в котором происходят обе операции деформации. Конструкция матрицы должна выдерживать колоссальные циклические нагрузки.
- Ударный механизм: Сердце автомата. Он преобразует вращательное движение главного вала в поступательное движение пуансонов. Ключевая особенность — наличие механизма, позволяющего реализовать два удара разной силы и хода за один оборот вала.
- Система выталкивания готового изделия: Удаляет деталь из матрицы после завершения второго удара.
Принцип действия выглядит следующим образом. Проволока подается на заданную длину и отрезается. Захваты переносят заготовку в матрицу. Первый пуансон совершает рабочий ход, выполняя предварительную высадку головки или формирование промежуточного контура. После отвода первого пуансона захваты могут либо удерживать заготовку, либо (в зависимости от конструкции) происходить микро-перемещение внутри матрицы, но чаще всего заготовка остается фиксированной. Затем немедленно следует второй удар вторым пуансоном (или тем же, если механизм позволяет двойной ход, но в классических двухударных машинах это два разных ползуна или дифференцированный привод), который окончательно формирует геометрию детали, калибрует шейку или выполняет чеканку торца.
Именно возможность реализации двух различных деформаций в одной матрице делает двухударный ковочный автомат с одной матрицей универсальным решением для деталей, требующих изменения диаметра головки относительно стержня или формирования сложных переходов, которые невозможно получить за один удар без риска разрушения инструмента или дефектов металла.
Технологические преимущества двухударной схемы
Переход от одноударной к двухударной схеме в рамках одного штампа открывает широкие технологические горизонты. Главное преимущество заключается в распределении степени деформации. При холодной высадке металл испытывает значительное упрочнение. Если попытаться получить деталь со сложной геометрией за один удар, требуемая сила деформации может превысить прочность инструмента или возможности привода станка. Кроме того, резкая деформация большого объема металла за один проход часто приводит к образованию складок, трещин или неравномерному течению металла.
Двухударная схема решает эту проблему элегантно:
- Снижение пиковых нагрузок: Общая деформация разбивается на два этапа. Первый удар подготавливает металл, создавая предварительную форму и снижая сопротивление деформации для второго этапа. Это позволяет использовать менее мощные приводы для получения тех же результатов или изготавливать более крупные детали на существующем оборудовании.
- Улучшение качества металла: Постепенное течение металла способствует лучшей ориентации волокон структуры вдоль контура детали, что повышает ее механические свойства, особенно усталостную прочность, что критически важно для крепежных изделий, работающих под динамическими нагрузками.
- Расширение номенклатуры: Станок становится способен производить детали с отношением диаметра головки к диаметру стержня, превышающим стандартные ограничения для одноударных машин. Можно формировать потайные головки, полусферические формы, фланцы сложного профиля.
- Комбинация операций: В одном цикле можно совместить высадку головки и калибровку шейки, или высадку и нанесение насечки, что исключает необходимость во вторичных операциях.
Важно отметить, что двухударный ковочный автомат с одной матрицей обеспечивает высокую точность соосности элементов детали. Поскольку заготовка не перемещается между разными матрицами (как в многопозиционных автоматах), исключается ошибка базирования при переходе с позиции на позицию. Все элементы формы концентричны относительно оси матрицы, что гарантирует высокое качество продукции даже при высоких скоростях вращения главного вала.
Секреты высокой производительности: от настройки до эксплуатации
Наличие современного оборудования — это лишь половина успеха. Реальная высокая производительность достигается за счет мастерства настройки и понимания тонкостей процесса. Многие операторы недооценивают потенциал своих машин, работая в «безопасном», но неэффективном режиме. Рассмотрим ключевые аспекты, позволяющие выжать максимум из двухударного автомата.
Оптимизация цикла времени
Производительность измеряется количеством деталей в минуту. Этот показатель напрямую зависит от частоты вращения главного вала. Однако просто увеличить обороты нельзя — это приведет к перегреву инструмента, поломке механизмов подачи или ухудшению качества. Секрет кроется в синхронизации фаз.
Необходимо тщательно отрегулировать диаграмму движения пуансонов и захватов. Время, затрачиваемое на холостые ходы, должно быть минимизировано. Угол включения захватов, момент начала первого и второго удара должны быть подобраны так, чтобы инерционные массы успевали останавливаться и разгоняться без ударных перегрузок, но с максимальной скоростью. Современные автоматы позволяют регулировать эти фазы бесступенчато. Правильная настройка позволяет поднять скорость на 15–20% без потери надежности.
Термостабилизация и смазка
При высокоскоростной работе в зоне деформации выделяется огромное количество тепла. Металл заготовки нагревается, что меняет его пластические свойства. С одной стороны, нагрев облегчает деформацию, с другой — может привести к привариванию металла к инструменту (задирам) и быстрому износу матрицы.
Эффективная система смазки и охлаждения — залог долгой жизни инструмента и стабильности процесса. Использование специальных масел для холодной высадки, обладающих высокой адгезией и противозадирными свойствами, обязательно. Важно настроить подачу смазки не только на поверхность проволоки, но и непосредственно в зону контакта пуансон-матрица. Некоторые передовые технологии предполагают внутреннюю подачу смазки через каналы в пуансонах. Регулярный контроль температуры матричного блока и своевременное охлаждение предотвращают тепловой раскалибр инструмента, который является частой причиной брака при длительной работе на высоких скоростях.
Качество исходного сырья
Никакой, даже самый совершенный двухударный ковочный автомат с одной матрицей, не сможет работать эффективно на плохой проволоке. Качество поверхности, овальность, наличие окалины и механические свойства металла напрямую влияют на скорость работы. Окалина действует как абразив, убивая инструмент за считанные минуты. Нестабильность твердости проволоки приводит к тому, что при настройке на среднее значение часть партий будет недоформована, а часть — вызовет перегрузку.
Секрет высокой производительности лежит еще до запуска станка — в отделе закупок и входного контроля. Использование проволоки с фосфатно-мыльным покрытием, предназначенной специально для холодной высадки, позволяет увеличить межремонтный период инструмента в 3–5 раз и поднять скорость работы до предельных значений, заложенных конструкторами.
Быстрая переналадка (SMED)
В условиях мелкосерийного производства время переналадки становится главным врагом производительности. Двухударные автоматы исторически считались машинами для длинных серий из-за сложности настройки двух ударов. Однако внедрение принципов быстрой переналадки меняет эту парадигму.
Использование быстросменных матричных блоков, предустановленных пуансонов на плитах-адаптерах и цифровых индикаций положений ползунов позволяет сократить время перехода с одной детали на другую с нескольких часов до 15–20 минут. Стандартизация оснастки и создание карт настройки для каждой типовой детали позволяют оператору не «искать» положение методом проб и ошибок, а сразу выставлять параметры по инструкции. Это резко увеличивает коэффициент использования оборудования (OEE).
Типичные проблемы и методы их решения
В процессе эксплуатации даже идеально настроенный автомат может столкнуться с проблемами. Умение быстро диагностировать и устранять неисправности отличает профессионала от новичка. Рассмотрим наиболее частые сценарии.
Проблема: Недоформовка головки при втором ударе.
Причины могут быть различны: недостаточный объем заготовки (ошибка отреза), износ рабочей части матрицы, слишком низкая температура металла (если работаете с труднодеформируемыми сплавами) или неправильная синхронизация глубины погружения второго пуансона.
Решение: Проверить настройку отрезного механизма и вес отрезанной заготовки. Осмотреть матрицу на предмет выработки. Увеличить глубину хода второго пуансона, соблюдая осторожность, чтобы не перегрузить механизм. Убедиться в достаточном количестве смазки.
Проблема: Трещины на головке детали.
Это признак чрезмерной степени деформации за один проход или плохого качества металла. В двухударной схеме это часто означает, что первый удар сделан слишком слабым, и вся нагрузка легла на второй, либо наоборот — первый удар создал концентратор напряжений.
Решение: Перераспределить степень деформации между первым и вторым ударом. Изменить профиль ручья в матрице для более плавного течения металла. Проверить химический состав и пластичность проволоки. Возможно, требуется промежуточный отжиг сырья.
Проблема: Застревание детали в матрице.
Часто связано с нарушением конусности выталкивателя, загрязнением матрицы продуктами износа или перегревом, вызвавшим схватывание металлов.
Решение: Очистить матричный блок. Проверить работу механизма выталкивания и усилие пружин. Убедиться, что поверхность пуансонов и матрицы имеет необходимую шероховатость и полировку. При работе с алюминием или мягкой сталью особенно важен режим смазки.
Проблема: Повышенный шум и вибрация.
Свидетельствует об износе подшипников главного вала, нарушении балансировки маховика или зазоров в кривошипно-шатунном механизме. Для двухударных машин с их сложной кинематикой ударов вибрация особенно опасна, так как ведет к расшатыванию настроек.
Решение: Провести техническое обслуживание, протяжку крепежа, замену изношенных вкладышей. Проверить фундамент станка и его крепление.
Экономическая эффективность и область применения
Почему предприятия продолжают инвестировать в двухударный ковочный автомат с одной матрицей, когда рынок предлагает сложные многопозиционные центры? Ответ лежит в плоскости экономики конкретного продукта.
Многопозиционные автоматы незаменимы для деталей сложной формы, требующих 4–6 переходов (например, болты с буртом, ступенчатые валы). Однако их стоимость в 5–10 раз выше, а время переналадки значительно больше. Для массовых изделий простой формы (стандартные гвозди, заклепки, простые винты, штифты, контакты) использование многопозиционника экономически нецелесообразно. Здесь двухударный автомат вне конкуренции.
Низкая начальная стоимость оборудования и оснастки делает порог входа в бизнес минимальным. Себестоимость единицы продукции получается крайне низкой за счет высокой скорости (до 400–600 деталей в минуту для небольших типоразмеров) и минимального расхода металла (отходы составляют лишь обрезь при отрезе, которая часто идет в переплавку тут же). Энергопотребление таких машин также ниже, так как отсутствует необходимость приводить в движение множество транспортных цепей и сложных кулачковых валов многопозиционников.
Области применения обширны:
- Строительство: Гвозди, дюбель-гвозди, ершеные гвозди.
- Автомобилестроение: Заклепки, оси тормозных колодок, пальцы, простые крепежные элементы.
- Электротехника: Контакты, штифты разъемов, выводы.
- Мебельная промышленность: Специализированный крепеж, шурупы.
- Легкая промышленность: Фурнитура, кнопки, люверсы.
Гибкость машины позволяет малым предприятиям быстро реагировать на изменения рыночного спроса, переключаясь с производства одного вида крепежа на другой в течение одной смены.
Роль современных производителей в развитии отрасли
Эволюция двухударных автоматов невозможна без постоянного совершенствования конструкций и внедрения новых инженерных решений. Ярким примером компании, задающей высокие стандарты в этой сфере, является ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная организация специализируется на разработке и производстве высокоскоростных и прецизионных устройств для формовки крепежных изделий.
Продуктовый портфель компании охватывает широкий спектр оборудования: от машин для формовки болтов, гаек и головок шурупов до специализированных установок для полупустых заклепок и нестандартных деталей. Особое место в линейке занимают именно одноматричные двухударные автоматы холодной высадки, а также многоударные модели, открытые и закрытые версии, и специальные машины для U-образных болтов. Оборудование «Хубэй Тэнфэн» широко востребовано в автомобильной, металлургической и электронной промышленности благодаря своей высокой эффективности, стабильности работы и интеллектуальной системе управления.
Главная ценность подхода компании заключается в предоставлении клиентам по всему миру комплексных решений «под ключ» — от подачи проволоки до получения готового изделия. Возможность персонализации оборудования под конкретные задачи заказчика позволяет производителям крепежа достигать максимальной рентабельности, используя технику, которая идеально вписывается в их технологическую цепочку. Интеграция передовых систем контроля и адаптации делает такие автоматы не просто станками, а ключевыми элементами умного производства.
Перспективы развития и модернизация
Технологии не стоят на месте, и классические двухударные автоматы также подвергаются модернизации. Современные модели все чаще оснащаются частотными преобразователями для плавного пуска и точной регулировки скорости, сенсорными панелями оператора (HMI) для визуализации параметров процесса и диагностики ошибок.
Внедрение систем мониторинга усилия деформации в реальном времени позволяет автоматически корректировать процесс или останавливать машину при выходе параметров за допустимые пределы, предотвращая брак и поломки. Интеграция с системами автоматической подачи проволоки с катушек большого веса (до 1000 кг) снижает количество остановок на перезарядку.
Особое внимание уделяется материалам инструмента. Применение новых марок порошковых сталей и наноструктурированных покрытий (таких как TiAlN, AlCrN) для пуансонов и матриц позволяет увеличить их ресурс в разы, что напрямую влияет на себестоимость продукции. Двухударный ковочный автомат с одной матрицей, оснащенный современным инструментом и системой ЧПУ для настройки положений, превращается в высокотехнологичный комплекс, мало уступающий по точности более дорогим аналогам, но сохраняющий свою ценовую доступность.
Еще одним трендом является адаптация таких машин для работы с новыми материалами, включая алюминиевые сплавы, медь и даже некоторые виды нержавеющих сталей, что ранее было прерогативой только горячего штампования или дорогостоящих многопозиционных линий. Это расширяет рынки сбыта для владельцев такого оборудования.
Заключение
Двухударный ковочный автомат с одной матрицей — это яркий пример того, как проверенная временем конструкция, дополненная современными знаниями и технологиями, продолжает оставаться драйвером промышленного роста. Его секрет высокой производительности не столько в сложности механизма, сколько в рациональности подхода к формообразованию. Разделение деформации на два этапа в едином инструменте дает уникальный синтез скорости, качества и экономической эффективности.
Для успешной эксплуатации этого оборудования недостаточно просто купить станок. Требуется глубокое понимание металлургии процесса, тщательный подбор сырья, квалифицированная настройка синхронизации ударов и строгое соблюдение регламентов обслуживания. Те, кто освоит эти нюансы, получат надежного «работягу», способного генерировать прибыль годами, выпуская миллионы единиц качественной продукции.
В мире, где конкуренция диктует необходимость снижения издержек без потери качества, двухударный ковочный автомат с одной матрицей занимает свою прочную нишу. Он доказывает, что иногда лучшее решение — это не самое сложное, а самое сбалансированное. Инвестиции в такое оборудование, подкрепленные компетенциями персонала и поддержкой ведущих производителей, таких как «Хубэй Тэнфэн», остаются одним из самых разумных шагов для развития производственного бизнеса в сфере метизов и мелких деталей машин.
Будущее этого класса машин видится в дальнейшей интеллектуализации: самонастраивающиеся системы, предиктивная аналитика износа инструмента и полная интеграция в концепцию «Индустрии 4.0». Но независимо от уровня цифровизации, физическая суть процесса — два мощных, точно синхронизированных удара, превращающих кусок проволоки в готовое изделие, — останется неизменной основой высокой производительности.




-


-


-
Пожалуйста, оставьте нам сообщение






