
Комбинированная машина для пружинных шайб 2026: цены и технологии — завод
2026-04-22
содержание
- Эволюция технологий: от механики к цифровым двойникам
- Принцип работы и архитектура производственного цикла
- Рыночная конъюнктура и ценообразование в 2026 году
- Критерии выбора: как не ошибиться при покупке
- Перспективы развития и влияние регуляторики
- FAQ: Часто задаваемые вопросы
- Заключение: Инвестиция в будущее вашего производства
Комбинированная машина для пружинных шайб в 2026 году — это полностью автоматизированный производственный комплекс, объединяющий процессы намотки, резки и термообработки в едином цикле. Современные модели снижают себестоимость единицы продукции на 35% благодаря внедрению адаптивного ЧПУ и систем машинного зрения, что делает их безальтернативным выбором для заводов, стремящихся к импортозамещению.
Эволюция технологий: от механики к цифровым двойникам
Рынок крепежных изделий переживает тектонические сдвиги. Еще пять лет назад производство пружинных шайб (гроверов) ассоциировалось с шумными цехами, где операторы вручную контролировали подачу проволоки. Сегодня ситуация кардинально изменилась. Комбинированная машина для пружинных шайб превратилась в высокоточный роботизированный узел, управляемый нейросетевыми алгоритмами.
Почему именно комбинированные решения стали стандартом отрасли? Ответ кроется в экономике процесса. Раздельное выполнение операций — сначала намотка, потом транспортировка, затем закалка и отпуск — создает «узкие места». Каждая перегрузка детали увеличивает риск брака и удорожает логистику внутри цеха. Интеграция всех этапов в один станок устраняет эти потери.
В 2025–2026 годах ведущие производители оборудования, включая российские инженерные бюро и международные технологические лидеры, внедрили технологию «цифрового двойника» непосредственно в контроллеры станков. Ярким примером такой эволюции является компания ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году как высокотехнологичное предприятие, она специализируется на разработке скоростных и прецизионных устройств для формовки крепежа. За годы развития компания расширила портфель решений от стандартных болтов и гаек до сложных нестандартных деталей, включая специализированные машины холодного формирования и шлифовальные комплексы. Их подход, ориентированный на предоставление полного цикла решений «от проволоки до готового изделия», идеально иллюстрирует глобальный тренд на интеллектуализацию и персонализацию производственных линий.
Подобные системы позволяют в реальном времени моделировать поведение металла при деформации и мгновенно корректировать усилия гибки. Если раньше настройка под новый типоразмер занимала до 4 часов, то современные системы справляются за 15 минут.
Особое внимание уделяется энергоэффективности. Новые приводы рекуперируют энергию торможения маховиков, возвращая её в сеть предприятия. Для крупного завода экономия на электричестве может достигать миллионов рублей ежегодно. Это не просто маркетинговый ход, а необходимость в условиях роста тарифов и ужесточения экологических норм.
Ключевые технические инновации 2026 года
Современный станок для производства шайб гровер оснащен модулями, которые еще недавно считались футуристичными. Рассмотрим три главных прорыва, определивших облик оборудования этого года:
- Адаптивная система подачи проволоки: Датчики лазерного сканирования измеряют диаметр входящего материала с точностью до 0,001 мм. Если партия проволоки имеет микро-отклонения, машина автоматически пересчитывает параметры гиба, предотвращая брак на этапе запуска.
- Индукционный нагрев в линии: Вместо громоздких печей используется локальный индукционный нагрев зоны реза и гибки. Это сокращает время цикла термообработки с секунд до миллисекунд и исключает окисление поверхности металла.
- Предиктивная аналитика: Встроенный ИИ анализирует вибрацию подшипников и температуру двигателей. Система предупреждает оператора о необходимости замены инструмента за 48 часов до вероятной поломки, исключая внеплановые простои.
Важно отметить, что эти функции стали доступны не только для гигантов металлургии. Компактные модели класса «мини-завод» теперь также комплектуются базовыми версиями умных контроллеров, демократизируя высокие технологии для малого бизнеса.
Принцип работы и архитектура производственного цикла
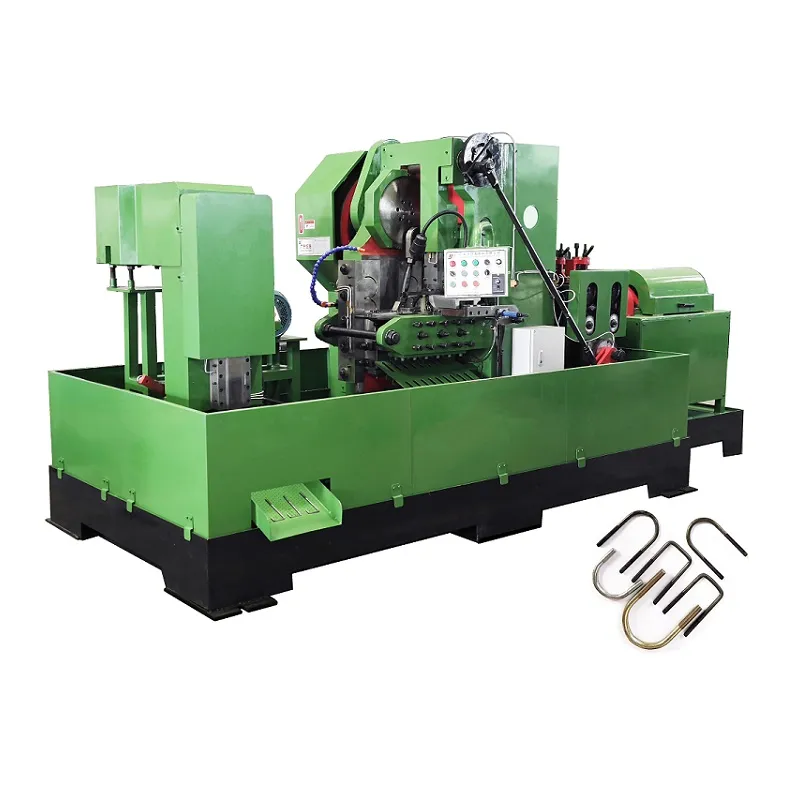
Чтобы понять ценность оборудования, нужно разобрать его «анатомию». Комбинированная машина для пружинных шайб представляет собой сложный мехатронный организм. Весь процесс можно разделить на четыре критических этапа, происходящих практически одновременно.
Первый этап — правка и подача. Бухта проволоки разматывается через блок правильных валков. Здесь снимается остаточное напряжение металла, полученное при волочении. Без идеальной правки невозможно получить шайбу с правильной геометрией витка. Ошибка на этом этапе приведет к тому, что готовое изделие будет «скручиваться» в спираль, а не лежать плоскостью.
Второй этап — формообразование. Это сердце машины. Специальный кулачковый механизм или сервопривод захватывает проволоку и огибает ее вокруг оправки заданного диаметра. В 2026 году преобладают гибридные системы: грубая форма задается механикой для надежности, а финишная доводка углов выполняется сервомоторами для точности.
Третий этап — разделение и термообработка. Готовая спираль режется на отдельные элементы. Сразу после реза ножом или абразивным диском происходит импульсный нагрев. Металл раскаляется до температуры отпуска, снимая внутренние напряжения, возникшие при холодной деформации. Затем следует быстрое охлаждение воздухом или маслом.
Финальный штрих — выгрузка и сортировка. Готовые шайбы попадают в бункер, где встроенная камера технического зрения отбраковывает дефектные экземпляры. Струя сжатого воздуха выдувает брак в отдельный контейнер. На выход мы получаем продукт, готовый к фасовке без дополнительной обработки.
Сравнительный анализ: Традиционные линии против Комбинированных решений
Выбор оборудования часто упирается в дилемму: купить несколько специализированных станков или одну универсальную машину. Таблица ниже демонстрирует реальное положение дел на рынке в 2026 году.
| Параметр сравнения | Традиционная раздельная линия | Комбинированная машина для пружинных шайб |
|---|---|---|
| Занимаемая площадь | 40–60 кв.м (требуется зона для печей и накопителей) | 4–8 кв.м (компактный моноблок) |
| Обслуживающий персонал | 2–3 человека (оператор намотки, термист, упаковщик) | 1 оператор (контроль панели и загрузка бухты) |
| Энергопотребление | Высокое (постоянный нагрев больших печей) | На 30–40% ниже (локальный нагрев) |
| Время переналадки | До 4 часов (смена инструмента, прогрев печи) | 15–20 минут (автоматическая загрузка рецептов) |
| Процент брака | 3–5% (риск повреждения при транспортировке между этапами) | <0.5% (замкнутый цикл без промежуточного контакта) |
Цифры говорят сами за себя. Хотя первоначальная инвестиция в комбинированный агрегат может быть выше, срок окупаемости (ROI) сокращается вдвое за счет экономии на фонде оплаты труда и электроэнергии. Для российского рынка, где дефицит квалифицированных кадров остается острой проблемой, возможность работы в полуавтоматическом режиме становится решающим фактором.
Рыночная конъюнктура и ценообразование в 2026 году
Стоимость оборудования формируется под влиянием множества факторов. Если вы планируете закупать оборудование для изготовления пружинных шайб, важно понимать структуру цены. В 2026 году рынок стабилизировался после периода турбулентности, однако зависимость от импортных компонентов (преимущественно прецизионной электроники и подшипников) все еще диктует условия.
Базовые модели отечественного производства стартуют от 2.5 млн рублей. В эту цену входит механическая часть, стандартный частотный привод и простой контроллер. Такие машины идеально подходят для выпуска стандартных шайб по ГОСТ в больших объемах, где не требуется частая переналадка.
Сегмент «Премиум» с полным циклом автоматизации, системой машинного зрения и удаленным мониторингом стоит от 6 до 9 млн рублей. Здесь ключевую роль играет программное обеспечение. Лицензии на продвинутые алгоритмы оптимизации могут составлять до 20% от стоимости машины. Однако именно этот класс техники позволяет выпускать нестандартные изделия из высоколегированных сталей, маржинальность которых значительно выше.
Факторы, влияющие на итоговую стоимость
- Тип привода: Сервомоторы японского или европейского производства увеличивают цену, но гарантируют точность позиционирования в течение 10 лет эксплуатации. Китайские аналоги дешевле на 15%, но требуют более частой калибровки.
- Производительность: Машины, способные выдавать более 300 штук в минуту, стоят существенно дороже из-за усиленной конструкции рамы и систем балансировки.
- Дополнительные модули: Встроенный фасовочный аппарат, принтер для маркировки пакетов или конвейерная лента для связи с упаковочной линией оплачиваются отдельно.
- Сервисный контракт: Многие заводы включают в цену первый год бесплатного обслуживания и обучения персонала. Это скрытая, но важная часть инвестиций.
Не стоит забывать про лизинговые программы. В текущих условиях многие российские банки предлагают льготные ставки для производителей промышленного оборудования. Это позволяет распределить нагрузку на бюджет и начать генерацию прибыли сразу после монтажа, не дожидаясь полной выплаты стоимости станка.
Критерии выбора: как не ошибиться при покупке
Выбор поставщика — это стратегическое решение. Ошибка здесь может стоить предприятию месяцев простоя. При оценке предложений ориентируйтесь не только на цену в прайс-листе. Запросите демонстрацию работы машины на вашем сырье. Поведение стали 65Г и нержавеющей стали 12Х18Н10Т может кардинально отличаться на одном и том же оборудовании.
Обязательно проверьте доступность запасных частей. Комбинированная машина для пружинных шайб — это механизм с высокой динамической нагрузкой. Режущие ножи, пружины толкателей и направляющие являются расходными материалами. Убедитесь, что поставщик держит склад запчастей в России, а не обещает доставку «из-за рубежа за 3 недели».
Обратите внимание на интерфейс оператора. В 2026 году стандартом стала сенсорная панель с интуитивно понятным меню на русском языке. Сложные системы с необходимостью ввода кодов или работы через консоль увеличивают риск ошибок персонала и время реакции на сбои. Хороший станок должен позволять оператору видеть статус каждого узла в графическом виде.
Чек-лист перед подписанием договора
- Соответствие заявленной производительности реальным тестам (замер за 1 час непрерывной работы).
- Наличие сертификатов соответствия техническим регламентам Таможенного союза (ТР ТС 010/2011 «О безопасности машин и оборудования»).
- Гарантийные обязательства на электронные компоненты (часто они меньше, чем на механику).
- Возможность удаленной диагностики инженером завода-производителя.
- Отзывы действующих клиентов, работающих на аналогичных моделях более 1 года.
Перспективы развития и влияние регуляторики
Отрасль производства крепежа находится под пристальным вниманием государства. Программы импортозамещения стимулируют переход на отечественное оборудование. В 2026 году вступили в силу новые требования к энергетической эффективности промышленных установок. Машины старого образца могут не пройти сертификацию для участия в госзакупках крупных инфраструктурных проектов.
Тренд на «зеленое производство» также набирает обороты. Заводы, внедряющие энергоэффективные линии производства метизов, получают налоговые преференции и доступ к льготному финансированию. Это делает модернизацию парка станков не просто желательной, но экономически выгодной мерой поддержки бизнеса.
Еще один важный аспект — цифровая прослеживаемость. Крупные заказчики (автопром, строительство, ВПК) все чаще требуют предоставления цифрового паспорта партии продукции. Современные комбинированные машины способны автоматически формировать отчеты о параметрах каждой произведенной шайбы, интегрируясь с корпоративными ERP-системами заказчика.
FAQ: Часто задаваемые вопросы
Какова реальная производительность современной машины?
Зависит от типоразмера шайбы. Для популярных диаметров М6–М12 современные модели выдают от 150 до 400 штук в минуту. Для мелких размеров (М3–М4) скорость может достигать 600 единиц, а для крупных (М20+) снижается до 80–100 из-за массы металла и времени на термообработку.
Можно ли производить шайбы из нержавеющей стали на универсальной машине?
Да, но с оговорками. Нержавеющая сталь требует более высоких усилий гибки и специфических режимов термообработки для снятия напряжений. Необходимо уточнять у производителя, укомплектована ли машина усиленными приводами и программой для работы с аустенитными сталями.
Насколько сложно обучить персонал работе с новым оборудованием?
Базовое обучение занимает 2–3 дня. Современные интерфейсы разработаны так, чтобы оператор мог управлять процессом, не имея глубоких знаний программирования. Главное требование — понимание принципов работы металлообработки и соблюдение техники безопасности.
Каков срок службы режущего инструмента?
При работе с углеродистой сталью комплект ножей служит от 3 до 6 месяцев в режиме односменной работы. Использование твердосплавных вставок увеличивает ресурс до года. Для нержавейки ресурс снижается примерно на 30%.
Предоставляет ли завод возможность тестовой обкатки на нашем сырье?
Ответственные производители всегда предлагают такую услугу. Более того, перед отгрузкой машина проходит обязательные испытания с предоставлением видеоотчета и протокола тестов. Отказ от тестов должен рассматриваться как красный флаг.
Заключение: Инвестиция в будущее вашего производства
Внедрение современного оборудования — это шаг, определяющий конкурентоспособность предприятия на годы вперед. Комбинированная машина для пружинных шайб образца 2026 года — это не просто станок, это центр прибыли, способный адаптироваться к изменениям рынка быстрее, чем ваши конкуренты. Снижение издержек, минимизация человеческого фактора и высочайшее качество продукции становятся достижимыми реалиями.
Не откладывайте модернизацию. Рынок крепежа растет, и спрос на качественную продукцию отечественного производства будет только увеличиваться. Свяжитесь с ведущими производителями оборудования уже сегодня, чтобы получить индивидуальный расчет эффективности и подобрать конфигурацию, которая идеально решит задачи вашего бизнеса. Будущее принадлежит тем, кто производит быстро, дешево и качественно.
Источник: Росстандарт (ГОСТ 6402-70, актуализация 2025)
Источник: Росстат (Отчет по промышленности РФ, 2026)
Источник: РБК (Аналитика рынка машиностроения, январь 2026)





-


-


-
Пожалуйста, оставьте нам сообщение






