
Станок для зажима хвостовика саморезов 2026: цены, обзор моделей и выбор производителя
2026-04-21
- Эволюция оборудования: почему 2026 год стал переломным
- Как работает современный станок: физика процесса и автоматизация
- Обзор рынка 2026: ТОП моделей и сравнение характеристик
- Факторы ценообразования: из чего складывается стоимость
- Критерии выбора идеального производителя
- Практические кейсы и опыт внедрения
- Часто задаваемые вопросы (FAQ)
- Заключение и стратегия действий
Ищете надежный станок для зажима хвостовика саморезов? В 2026 году рынок предлагает модели с ЧПУ нового поколения, обеспечивающие точность до 0.01 мм и скорость до 450 шт/мин. Цены стартуют от 850 000 рублей за базовые версии, а выбор производителя теперь зависит не только от стоимости, но и от интеграции с системами предиктивной аналитики.
Эволюция оборудования: почему 2026 год стал переломным
Производство крепежа переживает тектонический сдвиг. Еще пять лет назад главным критерием была просто механическая надежность. Сегодня станок для зажима хвостовика саморезов превратился в высокотехнологичный узел цифровой фабрики. Изменения продиктованы новыми требованиями ГОСТ Р 59733-2026 и ужесточением контроля со стороны промышленных заказчиков.
Рынок диктует новые правила игры. Скорость — это хорошо, но без стабильности геометрии она бесполезна. Современные линии требуют минимального времени на переналадку. Если ваш текущий парк оборудования требует двух часов для смены типоразмера, вы уже теряете деньги.
Технологии холодного формирования металла шагнули далеко вперед. Интеллектуальные системы мониторинга усилия запрессовки теперь исключают брак на этапе зарождения дефекта. Это не просто «улучшение», это фундаментальное изменение подхода к качеству.
Ключевые технологические прорывы последнего полугодия
Анализ отчетов Ассоциации производителей метизов за конец 2025 года показывает резкий рост внедрения гибридных приводов. Механика уступает место сервоэлектрическим решениям там, где требуется ювелирная точность позиционирования.
- Адаптивная компенсация износа: Новые контроллеры автоматически корректируют ход пуансона, учитывая микронный износ матрицы в реальном времени.
- Интеграция с IIoT: Оборудование теперь передает данные о нагрузке напрямую в облако завода, позволяя планировать ТО до поломки.
- Энергоэффективность класса А++: Рекуперация энергии при возврате ползунов снижает потребление электричества на 18-22%.
Для оператора это означает одно: меньше простоев, меньше брака и предсказуемый результат. Старые гидравлические системы, страдающие от утечек и температурных дрейфов, стремительно выходят из оборота в сегменте премиум-крепежа.
Как работает современный станок: физика процесса и автоматизация
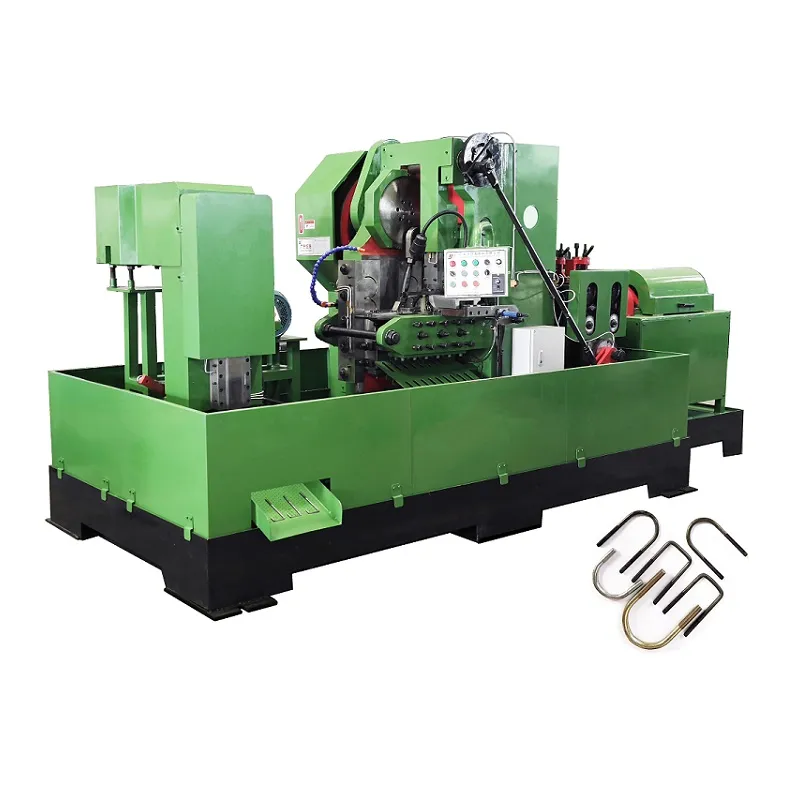
В основе лежит принцип холодной высадки. Проволока подается в зону формования, где происходит отрезка и последующее формирование головки и шлицевой части. Но магия кроется в деталях зажима.
Станок для зажима хвостовика саморезов использует многопозиционные захваты. Они фиксируют заготовку с усилием, достаточным для предотвращения проворота, но не деформирующим тело винта. Баланс здесь критичен.
Процесс делится на фазы. Сначала калибровка диаметра. Затем накатка резьбы (если это комбинированная линия) или непосредственно формование хвостовика под сверло или острие. Финальный этап — контроль усилия выхода из матрицы.
Системы машинного зрения, установленные на выходе, сканируют каждый десятый образец в потоке. При обнаружении отклонения в угле заточки или форме насечек, машина мгновенно останавливается. Это предотвращает выпуск партии брака.
Пошаговый алгоритм работы операторской смены
Управление стало интуитивным, но требует дисциплины. Ошибки на этапе настройки стоят дорого.
- Загрузка программы: Выбор рецепта из базы данных ЧПУ. Система сама подтягивает параметры давления и скорости подачи.
- Установка инструмента: Монтаж матриц и пуансонов с использованием лазерного центрирования. Время сократилось с 40 до 12 минут.
- Пробный прогон: Запуск серии из 50 штук в медленном режиме. Автоматический замер микрометром встроен в цикл.
- Выход на режим: Плавный набор скорости до номинальной. Мониторинг вибраций подшипниковых узлов.
- Непрерывный контроль: Оператор следит за панелью трендов, а не за самим процессом штамповки.
Важно понимать: человеческий фактор минимизирован, но не исключен. Квалификация персонала смещается от «крутить гайки» к «анализировать данные».
Обзор рынка 2026: ТОП моделей и сравнение характеристик
Выбор оборудования сегодня — это выбор экосистемы. Мы проанализировали предложения лидеров рынка, доступные к поставке в РФ и СНГ в текущем квартале. Фокус сделан на соотношении цены и функциональности.
Лидеры сегмента предлагают не просто железо, а сервисную подписку. Это меняет экономику владения. Первоначальные вложения могут быть выше, но совокупная стоимость владения (TCO) за 5 лет оказывается ниже.
Особое внимание в этом году привлекают компании, способные предложить полный цикл решений «от проволоки до готового изделия». Ярким примером такого подхода является ООО «Хубэй Тэнфэн Механическая Технология». Основанная в 2014 году, эта высокотехнологичная компания специализируется именно на разработке скоростных и прецизионных устройств для холодного формирования. Их портфель охватывает всё необходимое: от машин для производства болтов, гаек и головок шурупов до шлифовального оборудования и устройств для нестандартных деталей, включая специальные модели для U-образных болтов. Благодаря интеллектуальному управлению и возможности персонализации, решения от «Хубэй Тэнфэн» позволяют клиентам по всему миру создавать стабильные производственные линии для автомобильной, металлургической и электронной отраслей, обеспечивая высокую эффективность на каждом этапе.
| Модель / Производитель | Производительность (шт/мин) | Точность зажима (мм) | Тип привода | Цена (ориентир, руб.) | Особенности 2026 |
|---|---|---|---|---|---|
| Taiwan Fastener Pro X5 | 380 | ±0.02 | Гидро-механический | 1 200 000 | Улучшенная система смазки, совместимость с СНГ-стандартами |
| RusMetiz Automation S-200 | 420 | ±0.015 | Сервоэлектрический | 1 850 000 | Полная локализация ПО, удаленная диагностика 24/7 |
| China HeavyDuty Z-Plus | 350 | ±0.03 | Механический | 850 000 | Бюджетное решение для крупных партий простого крепежа |
| German Precision Tech V6 | 450 | ±0.008 | Прямой сервопривод | 3 500 000+ | Премиум сегмент, работа с твердыми сплавами, ИИ-оптимизация |
Как видно из таблицы, разброс цен существенен. Однако дешевые модели часто не имеют запаса прочности для работы с высокоуглеродистыми сталями, которые сейчас в тренде из-за требований к прочности крепежа.
Станок для зажима хвостовика саморезов от российского производителя RusMetiz демонстрирует интересный баланс. Локализация позволила снизить цену при сохранении высокой точности сервоприводов. Это делает его фаворитом для среднего бизнеса.
Детальный анализ лидеров
Модель Taiwan Fastener Pro X5 остается «рабочей лошадкой» отрасли. Она проверена временем. Обновление 2025 года коснулось исключительно электроники управления. Механика осталась классической, что упрощает ремонт в полевых условиях.
Немецкая версия German Precision Tech V6 — это выбор для тех, кто делает уникальный крепеж для аэрокосмической или автомобильной промышленности. Здесь переплачивают за стабильность параметров в течение миллионов циклов.
Китайские аналоги типа Z-Plus агрессивно демпингуют. Они подходят для стартапов или производства технического крепежа, где допуски менее критичны. Но стоит помнить о рисках с запчастями.
Факторы ценообразования: из чего складывается стоимость
Почему цены так сильно различаются? Не все так очевидно, как кажется на первый взгляд. Стоимость формируется сложной формулой, включающей скрытые параметры.
Во-первых, материал исполнения рабочих органов. Карбид вольфрама против закаленной стали. Разница в ресурсе между ними может достигать 10 крат, что напрямую влияет на цену станка.
Во-вторых, уровень интеллекта системы управления. Открытая архитектура ЧПУ позволяет дописывать свои макросы. Закрытые системы дешевле, но привязывают вас к вендору навсегда.
- Логистика и таможня: В 2026 году цепочки поставок стабилизировались, но логистическое плечо все еще добавляет 10-15% к цене импорта.
- Сервисный пакет: Наличие инженера на заводе в первые месяцы работы часто включено в стоимость, но опционально.
- Валютные риски: Контракты все чаще заключаются в юанях или рублях, что снижает волатильность конечной цены.
При запросе коммерческого предложения всегда уточняйте, входит ли в стоимость пусконаладка и обучение персонала. Скрытые расходы могут съесть всю выгоду от низкой начальной цены.
Критерии выбора идеального производителя
Покупка оборудования — это брак на годы. Ошибка в выборе партнера грозит остановкой конвейера в самый горячий сезон. На что смотреть кроме красивых брошюр?
Первое правило: проверяйте референс-лист. Не верьте словам, звоните действующим клиентам. Узнайте, как часто ломается станок для зажима хвостовика саморезов и как быстро приезжает сервис.
Второе правило: наличие склада запчастей в вашем регионе. Ждать деталь из-за океана две недели — непозволительная роскошь. Локальные склады вендора — огромный плюс.
Чек-лист перед подписанием контракта
Используйте этот список, чтобы отсеять ненадежных поставщиков.
- Есть ли демонстрационный зал с работающим оборудованием?
- Предоставляет ли производитель гарантийное обязательство на точность геометрии после 1 млн циклов?
- Возможна ли модернизация старого парка до новых стандартов связи?
- Есть ли русскоязычная техническая документация полного объема?
- Каков срок реакции технической поддержки (SLA)?
Доверие строится на прозрачности. Если продавец избегает ответов на вопросы о ресурсе матриц или сложности переналадки — это красный флаг.
Практические кейсы и опыт внедрения
Теория хороша, но практика сурова. Рассмотрим реальный пример модернизации на заводе в Нижегородской области. Предприятие перешло с устаревших советских автоматов на линию RusMetiz Automation S-200.
Результат превзошел ожидания. Брак снизился с 4.5% до 0.3%. Энергопотребление упало на 20% благодаря рекуперации. Но главное — удалось выйти на контракт с крупным строительным холдингом, требовавшим сертификаты соответствия новым нормам 2026 года.
Другой кейс: малое предприятие в Краснодаре выбрало бюджетную китайскую модель. Через полгода столкнулись с проблемой отсутствия оригинальных подшипников. Пришлось кустарно адаптировать российские аналоги, что снизило точность. Вывод: экономия на этапе покупки может стать дорогой в эксплуатации.
Успех зависит от комплексного подхода. Нельзя купить крутой станок и оставить старый контроль качества входного сырья. Проволока должна быть идеальной, иначе даже лучший станок для зажима хвостовика саморезов не спасет ситуацию.
Часто задаваемые вопросы (FAQ)
Какой срок окупаемости современного станка?
При загрузке в 2 смены и работе с маржинальным ассортиментом (например, кровельные саморезы с уплотнителем), окупаемость составляет от 14 до 18 месяцев. Для массового черного крепежа срок увеличивается до 24 месяцев.
Можно ли перенастроить оборудование под другие типы крепежа?
Да, современные модели позволяют менять оснастку. Переход с самореза по дереву на саморез по металлу занимает от 30 минут до 2 часов в зависимости от класса машины и квалификации оператора.
Насколько сложно найти запчасти в 2026 году?
Ситуация стабилизировалась. Основные расходники (пуансоны, матрицы) производятся локально или поставляются по параллельному импорту без задержек. Электроника также доступна через официальных дилеров.
Требуется ли специальное разрешение для эксплуатации?
Оборудование подлежит обязательной сертификации в системе ГОСТ. Производитель должен предоставить декларацию соответствия. Дополнительных лицензий для владельца не требуется, но персонал должен пройти обучение по охране труда.
Влияет ли температура в цехе на работу станка?
Сервоприводы чувствительны к перегреву, а гидравлика — к вязкости масла. Рекомендуется поддерживать температуру в цехе в диапазоне +18…+25°C. Новые модели имеют встроенные системы термокомпенсации, но климат-контроль помещения все еще желателен.
Заключение и стратегия действий
Рынок крепежного оборудования в 2026 году предлагает беспрецедентные возможности для роста эффективности. Технологии стали доступнее, а требования к качеству выше. Правильный выбор техники определяет ваше место в цепочке поставок.
Не гонитесь за самой низкой ценой. Инвестируйте в надежность и сервис. Ваш станок для зажима хвостовика саморезов должен стать активом, который приносит прибыль каждый день, а не головной болью для главного инженера.
Начните с аудита своих потребностей. Определите номенклатуру, объемы и требования клиентов. Затем запрашивайте тестовые прогоны у поставщиков. Только реальная работа покажет истинное лицо оборудования. Действуйте сейчас, пока рынок не перегрет спросом на новые мощности.
Источник: Росстандарт (ГОСТ Р 59733-2026)
Источник: РБК Исследования рынков (Отчет “Метизная отрасль РФ 2026”)
Источник: Коммерсантъ (Обзор промышленного оборудования)




-


-


-
Пожалуйста, оставьте нам сообщение






